Передвижение форм осуществляется с помощью автоматического конвейера форм, на котором также осуществляется простановка пригрузов.
Когда отливки в формах уже застыли, но еще слишком горячи для выбивки, для охлаждения используется дополнительный конвейер. Этот конвейер обеспечивает дополнительное время охлаждения в форме, если формы не успевают остыть на воздухе.
|
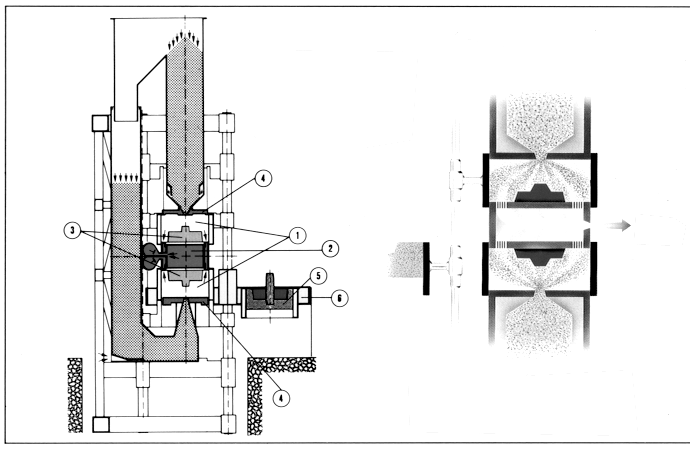
Рис. 3.2.2 1. Формовочная камера 2. Зона вакуума 3. Модельная плита 4. Пресс-плита 5. Зона простановки стержней 6. Поворотный стол |
Линия управляется компьютером с большим объемом оперативной памяти. Он обеспечивает контроль за переходом на выпуск очередной партии изделий и выдает необходимые команды для изменения установок и параметров технологического оборудования линии, необходимых для выпуска нового изделия. Компьютер также управляет процессом заливки с помощью автоматического заливщика и следит за тем, чтобы отливки охлаждались в форме в течении необходимого времени.
Линия снабжена вращающимся охлаждающим барабаном ДИСАКУЛ — для охлаждения формовочной смеси и отливок. Барабан тоже подключен к компьютеру.
Система регенерации горелой смеси управляется тем же компьютером, который обеспечивает бесперебойную подачу формовочной смеси на формовочную машину.
После установки стержней и заливки формы движутся по конвейерам. После необходимого охлаждения отливки выбиваться на виброжелобах. Здесь происходит первичное размельчение кома и охлаждение отливок на воздухе. Система полностью закрыта пыле-шумоизолирующим кожухом.
Затем горелая смесь вместе с отливками поступает в охлаждающий барабан ДИСАКУЛ 3200, где, благодаря постоянному медленному вращению, горелая смесь измельчается, охлаждается и тщательно перемешивается. Охлаждение отливок в барабане происходит с дозированной подачей воды, которая в последствии испаряется. Пыль из барабана удаляется с помощью системы вытяжной вентиляции.
Горелая смесь после барабана поступает на полностью закрытый ленточный конвейер, подсоединенный к системе пылеудаления. Затем смесь поступает на магнитный сепаратор и ковшовый элеватор, которые тоже закрыты кожухами, соединенными с системой пылеудаления. С помощью элеватора смесь поднимается в верхнюю часть установки и просеивается через вибросито, снабженное системой вытяжной вентиляции.
Горелая смесь поступает в бункер, а оттуда через автоматическую дозирующую систему в смеситель вместе с остальными дозированными компонентами. Все дозирующие устройства снабжены воздушным фильтром. Приготовленная формовочная смесь поступает в бункер, из которого она подается на формовочную машину DISA FORMA 3030 с помощью аэратора.
Отливки с литниковой системой из барабана поступают на фартучный конвейер. Он транспортирует их к проходной дробеметной системе, где отливки проходят зачистку дробью.
После дробемета от отливок отделяют литникововую систему и рассортироввывают отливок.
ФОРМОВОчНАß МАШИНА
Формовочная система DISA FORMA 3030 расчитана на изготовление форм размером 560 х 720 мм и плавно регулируемой толщиной в диапазоне 120-250 мм. Производительность до 150 форм в час. Машина обладает всеми достоинствами современных формовочных машин:
· процесс полностью автоматизирован и управляется компьютером
· высокая точность форм, обеспечивающая высокое качество отливок
· невысокий процент брака благодаря прочности форм
· эргономическое исполнение
· высокая степень безопасности
· высокая производительность
· простота эксплуатации и обслуживания.
Формовочные системы DISA FORMA 3030 могут работать со смесями различного состава. Стержнеукладчик представляет собой современный робот, который проставляет стержни в форму с большой точностью и повторяемостью. Стержни могут изготовляться из любой стержневой смеси с химическим связующим, включая известные экологически чистые связующие вещества.
Система DISA FORMA 3030 имеет автоматическую подстройку толщины формы. Постоянный контроль за прессуемостью смеси, которая меняется
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.