
3.3.2. Выбор технологии производства стержней, оболочек и типа оборудования стержневого участка,
для линии А82М и 7256 проектируемого цеха
Принимая во внимание технологию изготовления форм и номенклатуру стержней (табл. 12), согласно рекомендации ([1], стр121), для проектируемого стержневого отделения принимаем способ изготовления стержней – в горячих ящиках (стержни оболочковые, тонкостенные 5¸20 мм).
Эта технология расчитана на выпуск мелких и средних стержней массой до 100 кг, которые по сложности относятся к I-III классам. Стержни отличаются высокой прочностью и точностью, легко удаляются из отливок при выбивке форм. Их применяют при массовом и крупносерийном производстве отливок массой до 150 кг в оболочковых и песчано-глинестых формах.
Оболочковые стержни изготавливают из песчано- смоляных смесей содержащих пульвербакелит или из сухого плакированного песка в металлических ящиках с электрическим или газовым подогревом на одно или многопозиционных пескодувных, пескострельных и центробежных автоматах.
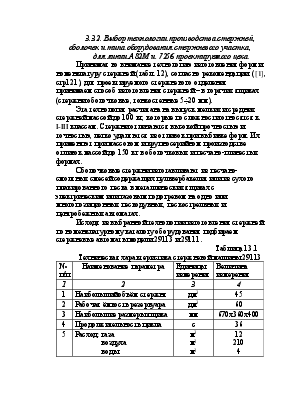
Исходя из выбранной технологии изготовления стержней по номенклатурному каталогу оборудования подбираем стержневые автоматы модели 29113 и 29111.
Таблица 13.1
Техническая характеристика стержневой машины 29113
|
№ п/п |
Наименование параметра |
Единицы измерения |
Величина измерения |
|
1 |
2 |
3 |
4 |
|
1 |
Наибольший объём стержня |
дм3 |
45 |
|
2 |
Рабочая ёмкость резервуара |
дм3 |
60 |
|
3 |
Наибольшие размеры ящика |
мм |
670х360х400 |
|
4 |
Продолжительность цикла |
с |
36 |
|
5 |
Расход: газа воздуха воды |
м3 м3 м3 |
12 210 4 |
|
Таблица 13.1 |
|||
|
1 |
2 |
3 |
4 |
|
6 |
Габариты |
м |
4.5х2.5х2.71 |
|
7 |
Масса с комплектом оборуд. |
т |
5.6 |
|
8 |
Паспортная производ-ость |
циклов/ч |
80 |
|
9 |
Номинальная производ-ость |
циклов/ч |
55 |
Таблица 13.2
Техническая характеристика стержневой машины 29111
|
№ п/п |
Наименование параметра |
Единицы измерения |
Величина измерения |
|
1 |
2 |
3 |
4 |
|
1 |
Наибольший объём стержня |
дм3 |
20 |
|
2 |
Рабочая ёмкость резервуара |
дм3 |
40 |
|
3 |
Наибольшие размеры ящика |
мм |
450х150х200 |
|
4 |
Продолжительность цикла |
с |
30 |
|
5 |
Расход: газа воздуха воды |
м3 м3 м3 |
9 160 3 |
|
6 |
Габариты |
м |
3.5х1.5х2.5 |
|
7 |
Масса с комплектом оборуд. |
т |
4.8 |
|
8 |
Паспортная производ-ость |
циклов/ч |
90 |
|
9 |
Номинальная производ-ость |
циклов/ч |
60 |
Технологический процесс изготовления оболочковых стержней на стержневой машине 29113 и 29111включает операции:
· надув смеси в верхнее гнездо стержневого ящика, нагретого до 220-300оС;
· поворот ящика на 180о, надув смеси в нижнее гнездо ящика и удаление избытка смеси из верхней половины;
· поворот ящика на 180о и удаление избытка смеси из нижнего гнезда;
· выдержка в течении 15-20 с для полного отверждения смеси;
· разъём ящика;
· извлечение стержней.
Новый цикл начинается с очистки и нанесения разделительного покрытия, на рабочую поверхность ящика и последующей сборки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.