




















































средние мольные массы паров в верхней и нижней частях колонны, кг/кмоль. |
|||
Мольные массы паров:
Для верхней части колонны:
|
|
(20) |
Для нижней части колонны:
|
|
(21) |
||
|
где |
Ма и Мв - мольные массы ацетона и воды, кг/кмоль; yср.В. и yср.Н. - мольный состав пара, кмоль/кмоль. |
||
Мольный состав пара:
YF=0,8196
YP=0,9200
YW=0,0500
Средний мольный состав пара в укрепляющей и исчерпывающей части пара:
|
|
(22) |
|
|
|
(23) |
![]() 0,8698 кмоль/кмоль
0,8698 кмоль/кмоль
![]() 0,4348 кмоль/кмоль
0,4348 кмоль/кмоль
![]() 52,8632 кг/кмоль
52,8632 кг/кмоль
![]() 35,4349 кг/кмоль
35,4349 кг/кмоль
![]() 1,3250 кг/с
1,3250 кг/с
![]() 0,8882 кг/с
0,8882 кг/с
В насадочных колоннах скорость изменяется по высоте колонны в соответствии с изменением массовых скоростей пара и жидкости и их плотности. Для определения диаметра колонны необходимо найти минимальное значение оптимальной скорости. Обычно она имеет минимальное значение в нижней части исчерпывающей колонны. Однако при большой молекулярной массе низкокипящего компонента, а также при ректификации в вакууме, оптимальная скорость может иметь минимальное значение в укрепляющей колонне или в верхней части исчерпывающей колонны. Поэтому следует определять оптимальную скорость в нескольких точках по высоте колонны. Выбор рабочей скорости паров обусловлен многими факторами и обычно осуществляется путём технико-экономического расчёта для каждого конкретного процесса. Рабочую скорость при ректификации колонны можно принять на 20-30% ниже скорости захлёбывания.
Скорость пара при захлёбывании колонны:
|
|
(24) |
||
|
где |
ρx и ρy - средние плотности жидкости и пара, кг/м3; μx – вязкость, МПа∙с. |
||
Определяем скорость захлёбывания для верхней и нижней части ректификационной колонны, так как физические свойства фаз в разных частях колонны различны.
Найдём плотности жидкости и пара в укрепляющей и исчерпывающей частях колонны:
|
|
(25) |
|
|
|
(26) |
![]()
![]()
Плотность физических смесей жидкости подчиняется закону аддитивности:
|
|
(27) |
||
|
где |
xоб – объёмная доля компонента в смеси. |
||
Объёмная доля компонента смеси:
Для верхней части ректификационной колонны:
|
|
(28) |
|
|
|
(29) |
Табличные значения плотности ацетона и воды при средних температурах находим по справочному материалу [4]:
![]() =746 кг/м³
=746 кг/м³
![]() =958 кг/м³
=958 кг/м³
![]()
![]() =0,6147
=0,6147
![]() =793,4192 кг/м³
=793,4192 кг/м³
![]() =827,6875 кг/м³
=827,6875 кг/м³
Вязкость жидких смесей:
|
|
(30) |
||
|
где |
μx.к и μx.в – вязкости ацетона и воды при температуре смеси, мПа∙с. |
||
Значения вязкостей жидких смесей при температуре верхней и нижней частей ректификационной колонны определяем по справочному материалу [4]:
![]()
![]()
![]()
![]()
Отсюда вязкость жидкости в верхней и нижней частях колонны равна:
![]()
![]()
Скорость пара при захлёбывании колонны:
![]() .в=2,8294 м/с
.в=2,8294 м/с
![]() =2,1812 м/с
=2,1812 м/с
Рабочую скорость при ректификации колонны можно принять на 20-30% ниже скорости захлёбывания.
|
|
(31) |
|
|
|
(32) |
Wв=1,9806 м/с
Wн=1,5269 м/с
Диаметр ректификационной колонны:
|
|
(33) |
![]() 0,6627 м
0,6627 м
![]() 0,7562 м
0,7562 м
Рационально принять стандартный диаметр обечайки d=0,8м одинаковым для обеих частей ректификационной колонны. При этом действительные рабочие скорости паров в колонне равны:
![]()
![]()
что составляет соответственно 48,03 % и 62,55 % от предельных скоростей.
Высоту насадки H рассчитываем по уравнению массопередачи:
|
|
(34) |
||
|
где |
noy – общее число единиц переноса по паровой фазе; hoy – общая высота единицы переноса, м |
||
Общее число единиц переноса по паровой фазе вычисляют по уравнению:
|
|
(35) |
Определим этот интеграл методом графического интегрирования:
|
|
(36) |
||
|
|
где |
S- площадь, ограниченная кривой, ординатами yw и yp и осью абцисс; Мх, Му- масштабы осей координат |
|
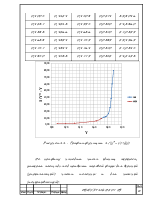
Данные для графического изображения функции 1/(![]() )=f(y)
)=f(y)
Таблица 2 –
график функции 1/(![]() )=f(y)
)=f(y)
|
X |
Y |
Y* |
Y* - Y |
1/Y* - Y |
|
0,0638 |
0,0814 |
0,6490 |
0,5677 |
1,7616 |
|
0,1164 |
0,2009 |
0,7916 |
0,5907 |
1,6929 |
|
0,1727 |
0,3288 |
0,8361 |
0,5073 |
1,9710 |
|
0,3085 |
0,6373 |
0,8203 |
0,1830 |
5,4643 |
|
0,3400 |
0,7089 |
0,8196 |
0,1107 |
9,0368 |
|
0,4439 |
0,7467 |
0,8386 |
0,0919 |
10,8861 |
|
0,5096 |
0,7706 |
0,8565 |
0,0859 |
11,6435 |
|
0,5228 |
0,7754 |
0,8596 |
0,0842 |
11,8769 |
|
0,6232 |
0,8120 |
0,8727 |
0,0607 |
16,4682 |
|
0,6829 |
0,8337 |
0,8736 |
0,0399 |
25,0467 |
|
0,7257 |
0,8493 |
0,8751 |
0,0258 |
38,7864 |
|
0,7629 |
0,8628 |
0,8795 |
0,0167 |
60,0089 |
|
0,8208 |
0,8839 |
0,8964 |
0,0125 |
79,8590 |
|
0,8655 |
0,9002 |
0,9191 |
0,0189 |
52,9047 |
|
0,9004 |
0,9129 |
0,9408 |
0,0279 |
35,8096 |
|
0,9237 |
0,9213 |
0,9554 |
0,0340 |
29,3860 |
|
0,9383 |
0,9266 |
0,9636 |
0,0370 |
27,0355 |
|
0,9638 |
0,9359 |
0,9745 |
0,0385 |
25,9565 |
|
0,9747 |
0,9399 |
0,9769 |
0,0370 |
27,0394 |
|
0,9840 |
0,9433 |
0,9775 |
0,0342 |
29,2153 |
![]()
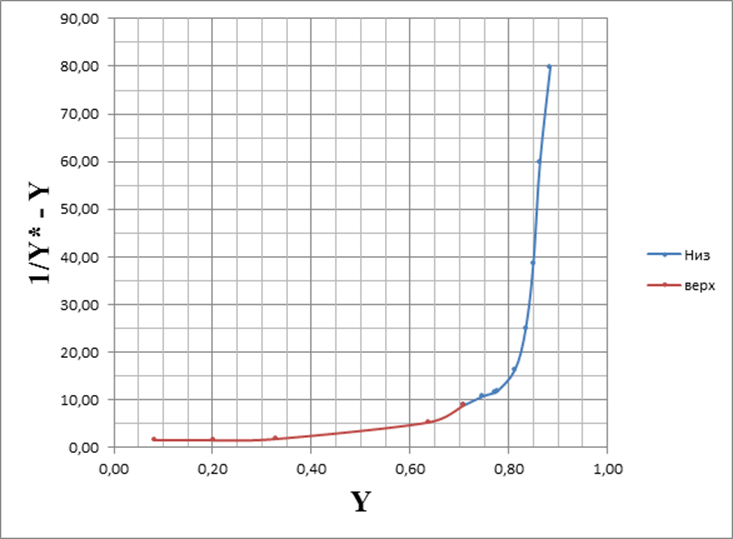
Рисунок 11 -
График функции 1/(![]() )=f(y)
)=f(y)
По графику находим числа единиц переноса, замеряя площадь под кривыми паровой фазы для верхней (укрепляющей) части колонны и для нижней (исчерпывающей):
nоyВ=2,1
noyН=3,4
Общую высоту единиц переноса hoy определим по уравнения аддитивности:
|
|
(37) |
||
|
где |
hx и hy – частные высоты единиц переноса соответственно в жидкости и паре; m – средний коэффициент распределения в условиях равновесия для соответствующей части колонны. |
||
Отношение нагрузок по пару и жидкости:
|
|
(38) |
|
|
|
(39) |
|
|
|
(40) |
f=5,5075
На основании анализа известных уравнений и
проведённых по ним сопоставительных расчётов для определения hx и hy используем зависимости, результаты
вычислений по которым хорошо согласуются с данными, полученными на практике для
колонн диаметром до 800 мм.![]()
Высота единиц переноса в жидкой фазе:
|
|
(41) |
||
|
где |
Ф и с – коэффициенты; Prx – критерий Прандтля для жидкости; Z – высота слоя насадки одной секции; |
||
Приму высоту слоя насадки Z равной 1,8 м.
Определяем по рисунку 12 для керамических колец Рашига размером
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.