3.2 Технологический переход
Технологическим переходом называют законченную часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установе. Если при обточке валика сменяли инструмент, то обработка этим инструментом той же поверхности заготовки будет являться новым технологическим переходом (рисунок 3.3). Но сама смена инструмента является вспомогательным переходом.
Рисунок 3.3 - Схема технологического перехода
Вспомогательным переходом называют законченную часть технологической операции, состоящей из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предмета труда, но необходимы для выполнения технологического перехода. Переходы могут быть совмещены во времени за счет одновременной обработки нескольких поверхностей, т. е. могут осуществляться последовательно (черновая, получистовая, чистовая обточка ступенчатого вала или сверления четырех отверстий одним сверлом), параллельно (обточка ступенчатого вала несколькими резцами или сверление четырех отверстий, сразу четырьмя сверлами) или параллельно-последовательно (после обточки ступенчатого вала одновременно несколькими резцами, одновременное снятие фасок несколькими фасочными резцами или сверление четырех отверстий последовательно двумя сверлами).
Установ – часть технологической операции, выполняемая при неизмененном закреплении обрабатываемых заготовок или собираемой сборочной единицы. Поворот деталей на какой-либо угол является новым установом. Если валик вначале обтачивают в трехкулачковом патроне с одного установа, а затем его перевернут и обточат, то это потребует два установа при одной операции (рисунок 3.4).
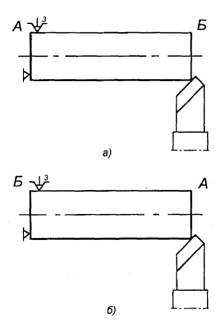
Рисунок 3.4 - Схема первого (а) и второго (б) установа
3.3 Позиция
Установленная и закрепленная на поворотном столе заготовка, подвергаемая сверлению, рассверливанию и зенкерованию, имеет один установ, но с поворотом стола она будет занимать новую позицию.
Позицией называют фиксированное положение, занимаемое жестко закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции. На многошпиндельных автоматах и полуавтоматах заготовка при одном ее закреплении занимает различные позиции относительно станка. Заготовка перемещается в новое положение вместе с зажимным устройством (рисунок 3.5).
При разработке технологического процесса обработки заготовок, предпочтительно заменять установы позициями, так как каждый дополнительный установ вносит свои погрешности обработки.
Рисунок 3.5 - Схема смены позиций заготовки на многошпиндельном станке
3.4 Рабочий и вспомогательный ход
Рабочим ходом называют законченную часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности и свойств заготовки. Рабочий ход обычно сопровождает непрерывную обработку одного слоя заготовки, например, на токарном станке – обработка вала на проход, на строгальном станке – одно перемещение резца при резании.
Вспомогательным ходом называют законченную часть технологического перехода, состоящую из однократного перемещения инструмента относительно заготовки, необходимого для подготовки рабочего хода. Например, при черновой обточке вала резец возвращается в исходное положение, совершая вспомогательный ход.
3.5 Прием
Приемом называют законченную совокупность действий человека, применяемых при выполнении технологического перехода или его части и объединенных одним целевым назначением. Обычно приемом является вспомогательное действие оператора при управлении станком (вручную), измерение заготовки. Элемент приема – нажатие кнопки, перемещение рукоятки и т. д.
Важными характеристиками технологического процесса и операции являются цикл, технологической операции, такт и ритм выпуска.
3.6 Цикл, такт и ритм выпуска
Циклом технологической операции называют интервал календарного времени от начала до конца периодически повторяющейся технологической операции независимо от числа одновременно изготавливаемых изделий.
Тактом называют интервал времени, через который периодически производится выпуск изделий или заготовок определенных наименований, типоразмера и исполнения.
Ритмом выпуска называют количество изделий или заготовок определенных наименований, типоразмеров и исполнений, выпускаемых в единицу времени.
Желательно, чтобы время, затрачиваемое на выполнение одной операции, было равным времени такта выпуска или кратным ему. Такое корректирование затрачиваемого времени на операцию достигается той или иной степенью концентрации операций, применением оптимальных режимов обработки, сокращением вспомогательного времени за счет многоместных приспособлений, автоматизации загрузки, транспортирования, использованием более высокопроизводительного оборудования, параллельной работы на однотипных станках-дублерах и др.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.