|
||||||
|
||||||
![]()
Содержание
1. Описание футеровки 3 стр.
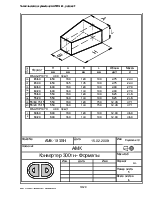
2. Комплект чертежной документации 6 стр.
3. Количество изделий и масс 12 стр.
4. Физико-химические показатели изделий 13 стр.
5. Общие указания по осуществлению укладки 24 стр.
6. Указания по эксплуатации и уходу за футеровкой 25 стр.
конвертера
7. Данные по стойкости конвертеров 27 стр.
1. Описание футеровки
В данном проекте предлагается комплексное решение для футеровки 300-т тонного конвертера ОАО «Алчевский металлургический комбинат» включающее в себя:
-арматурную футеровку дна,
-арматурную футеровку нижнего конуса, цилиндра, верхнего конуса (поставляется Заказчиком)
-рабочую футеровку конвертера
- летку с ремонтным комплектом (поставляется Заказчиком)
-массы по уходу за конвертером - подварочные и торкретмассы
-магнезиальные брикеты для проведения операции раздувки шлака (поставляется в опционе по желанию Заказчика; возможно использование брикетов Заказчика)
Футеровка состоит из высококачественных смолосвязанных периклазоуглеродистых изделий с содержанием углерода от 10-ти до 14-ти % и добавкой металлического порошка. Изделия изготавливаются из плавленого магнезита и чешуйчатого графита. Эти изделия имеют высокую плотность и низкую пористость. Комбинация высококачественного плавленого периклазового порошка и достаточного содержания графита обеспечивает изделиям высокую прочность и устойчивость к воздействию шлака.
Для футеровки применяются изделия с высотой 100 мм, максимальный вес кирпича не более 45 кг. Количество разных форматов было минимизировано.
Арматурная футеровка выполнена магнезиальными обожженными изделиями марки DSA-BM91.
Для футеровки рабочего слоя верхнего конуса были выбраны изделия паралеллограмной формы. Использование изделий данного вида позволяет увеличить эффективную толщину рабочего слоя на 12% (по сравнению с прямоугольными изделиями той же толщины).
Загрузочная и сливная сторона конвертера обычно являются его слабыми местами, поэтому было предложено увеличить надежность данной зоны использованием в ней изделий высококачественной марки DSA-D10YC.
Футеровка в зонах цапф усилена использованием изделий марки DSA-D14YC. Расположение и размеры зон выбраны по результатам анализа положения районов повышенной выработки футеровки, выявленной в результате эксплуатации конвертеров на ОАО «НТМК» (160-ти тонный конвертер, опыт поставки и эксплуатации футеровок – 5 лет), ОАО «МКА», ОАО «ДМКД».
Для компенсации линейного расширения рабочей футеровки и температурных деформаций горловины, а также для уменьшения обрастания горловины шлаком, стык между последним рядом футеровки (№108) и фланцем горловины заполняется специальной набивной массой обладающей противопригарными свойствами DSA-MCRAM92U.
Для заполнения зазоров между арматурным слоем и рабочей футеровкой нижнего конуса и цилиндра используется магнезиальный порошок (поставляется Заказчиком).
Для заполнения зазоров между арматурным слоем и рабочей футеровкой верхнего конуса используется набивная масса DSA-MRAM94U. Размер буферного слоя – 25...30 мм. Уплотнение массы производится ручной трамбовкой.
Два верхних ряда футеровки (зона фланца) изготовлены высотой 150 мм, что уменьшает вероятность его механического разрушения при очистке горловины от шлака.
Изделия изготавливаются с минимальными допусками. По высоте допуски составляют меньше чем ± 1 мм, что позволяет осуществлять укладку в сухом виде.
Для достижения оптимальной стойкости футеровки конвертера необходимо своевременно осуществлять ее ремонт и уход за ней.
![]()
![]()
3. Количество изделий и масс.
4. Физико-химические показатели
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.