5.1 Базовый радиус МНЛЗ
При использовании радиальных и криволинейных МНЛЗ при переводе слитка в горизонтальное положение его приходится деформировать – разгибать. При разгибе или правке возникающие в слитке напряжения могут превысить предел прочности и привести к образованию различного рода трещин. При этом необходимо принимать во внимание отливаемый сортамент, сечение заготовки и условия охлаждения слитка, так как все эти параметры определяют допустимую величину деформации металла.
В случае радиальной машины разгиб слитка, как правило, проводится полностью в затвердевшем состоянии в одной точке.
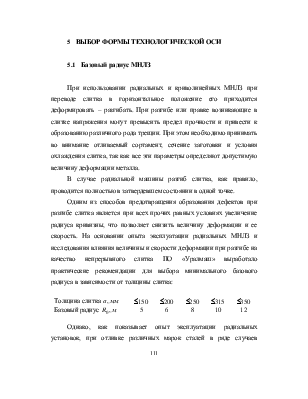
Одним из способов предотвращения образования дефектов при разгибе слитка является при всех прочих равных условиях увеличение радиуса кривизны, что позволяет снизить величину деформации и ее скорость. На основании опыта эксплуатации радиальных МНЛЗ и исследования влияния величины и скорости деформации при разгибе на качество непрерывного слитка ПО «Уралмаш» выработало практические рекомендации для выбора минимального базового радиуса в зависимости от толщины слитка:
|
Толщина слитка |
£150 |
£200 |
£250 |
£315 |
£350 |
|
Базовый радиус |
5 |
6 |
8 |
10 |
12 |
Однако, как
показывает опыт эксплуатации радиальных установок, при отливке различных марок
сталей в ряде случаев приходится снижать скорость разливки стали из-за
появления внутренних горячих трещин1 в металле при его разгибе. Это
обусловлено тем, что к точке разгиба слиток приходит с температурой в его
центральной части, близкой к температуре кристаллизации. В области этих
температур существует так называемый высокотемпературный интервал хрупкости,
характеризуемый резко выраженным «провалом» прочностных и пластических свойств
металла. Для многих сталей он проявляется при температурах ³1300 оС и выше.
Так, предел прочности углеродистой стали в температурном интервале хрупкости
снижается до 1 – 10 ![]() .
Поэтому для предотвращения образования внутренних трещин необходимо при разгибе
снижать скорость и величину деформации слоев металла, находящихся в
температурном интервале хрупкости [25].
.
Поэтому для предотвращения образования внутренних трещин необходимо при разгибе
снижать скорость и величину деформации слоев металла, находящихся в
температурном интервале хрупкости [25].
Исследования механических свойств стали при 1300 – 1450 оС позволили получить уравнение для оценки допустимого базового радиуса технологической оси МНЛЗ с разгибом в одной точке в зависимости от разливаемой марки стали и интенсивности охлаждения:

где ![]() –
толщина слитка,
–
толщина слитка, ![]() ;
;
![]() –
скорость вытягивания слитка,
–
скорость вытягивания слитка, ![]() ;
;
![]() –
коэффициент затвердевания [для прямоугольных (плоских) слитков с большим
отношением
–
коэффициент затвердевания [для прямоугольных (плоских) слитков с большим
отношением ![]() (ширины
к толщине)
(ширины
к толщине) ![]() ; для
квадратных и круглых
; для
квадратных и круглых ![]() ];
];
![]() –
величина допустимой деформации слоев металла в температурном интервале
хрупкости [для малоуглеродистого, мелкозернистого металла можно принять
–
величина допустимой деформации слоев металла в температурном интервале
хрупкости [для малоуглеродистого, мелкозернистого металла можно принять ![]() ; для
среднеуглеродистого и легированного металла
; для
среднеуглеродистого и легированного металла ![]() и для
высокоуглеродистого и сложнолегированного
и для
высокоуглеродистого и сложнолегированного ![]() ];
];
![]() –
коэффициент, учитывающий интенсивность охлаждения слитка в ЗВО [
–
коэффициент, учитывающий интенсивность охлаждения слитка в ЗВО [![]() ;
меньшее значение относится к умеренной интенсивности, высокое к большей].
;
меньшее значение относится к умеренной интенсивности, высокое к большей].
Следует отметить,
что в реальных условиях при определении ![]() необходимо
корректировать скорость разливки и интенсивность охлаждения для стали
конкретной марки.
необходимо
корректировать скорость разливки и интенсивность охлаждения для стали
конкретной марки.
Пример 5.1 Определить базовый радиус
установки непрерывной разливки стали для разливки высокоуглеродистых
легированных сталей в заготовки сечением ![]() .
.
Принимаем для
данного сортамента следующие исходные данные: допустимая деформация внутренних
слоев в температурном интервале хрупкости ![]() ;
интенсивность охлаждения – умеренная,
;
интенсивность охлаждения – умеренная, ![]() ;
скорость вытягивания слитка
;
скорость вытягивания слитка ![]() ;
коэффициент кристаллизации
;
коэффициент кристаллизации ![]() .
.
Базовый радиус


При базовом радиусе
МНЛЗ ![]() участок
затвердевания (металлургическая длина) машины составит
участок
затвердевания (металлургическая длина) машины составит

Полное время затвердевания заготовки сечением ![]() составит
составит
![]() .
.
Необходимая
минимальная металлургическая длина при скорости вытягивания слитка ![]() составит
составит
![]()
Следовательно,
необходимо или увеличить радиус машины или уменьшить скорость вытягивания
слитка. Сохраняя скорость вытягивания слитка ![]() , так
как она определяет производительность установки, принимаем базовый радиус
установки
, так
как она определяет производительность установки, принимаем базовый радиус
установки ![]() . При
этом радиусе
. При
этом радиусе ![]() составит
составит
![]() , что
обеспечит запас длины для возможного
, что
обеспечит запас длины для возможного
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.