МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
УКРАІНСЬКА ІНЖЕНЕРНО-ПЕДАГОГІЧНА АКАДЕМІЯ
КАФЕДРА ІНТЕГРОВАНИХ ТЕХНОЛОГІЙ В МАШИНОБУДУВАННІ
МЕТОДИЧНІ ВКАЗІВКИ ДО ВИКОНАННЯ КОНТРОЛЬНОЇ
РОБОТИ
Харків 2009
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
УКРАІНСЬКА ІНЖЕНЕРНО-ПЕДАГОГІЧНА АКАДЕМІЯ
Основи технології машинобудування
МЕТОДИЧНІ ВКАЗІВКИ ДО ВИКОНАННЯ КОНТРОЛЬНОЇ
РОБОТИ
Затверджено:
Науково-методичною Радою Української інженерно – педагогічної академії
Харків 2009
УДК 621.0
ББК 00 К56
Основи технології машинобудування. Методичні вказівки до виконання контрольної роботи / І.В. . – Харків: УІПА, 2009. – 100 с.
ISBN 0-00000-000-0
Складені для студентів, що приступають до вивчення курсу “Основи технології машинобудування”. Вміст і послідовність викладу матеріалу розраховані на створення максимуму зручностей при виконанні контрольної роботи, а також для використання їх під час практичних занять.
У кожному розділі вказівок після короткого викладу основних теоретичних положень перед студентом ставиться чергове проектне завдання і приводиться зразок (приклад) її рішення.
Методичні вказівки можуть використовуватися студентами всіх машинобудівних спеціальностей, що вивчають технологію машинобудування.
Російською мовою
Відповідальний за випуск: Резніченко М.К., доктор технічних наук, завідувач кафедри інтегрованих технологій в машинобудуванні.
Рецензент: Тріщ Р.М., доктор технічних наук, професор, завідувач кафедри охорони праці, стандартизації та сертифікації, УІПА.
ISBN 0-00000-000-0 © , 2009
© УІПА, 2009
Цель контрольной работы Ї закрепление теоретических знаний по курсу технологии машиностроения и получение первичных навыков самостоятельного проектирования технологических процессов.
Основное внимание студенты уделяют производству деталей заданного качества наиболее производительными и экономичными методами.
В процессе выполнения контрольной работы каждый студент для конкретной детали составляет маршрут обработки и подробно проектирует технологический процесс на 1Ї3 технологические операции (устанавливает режимы, рассчитывает силы и моменты сил резания, анализирует точность обработки, осуществляет техническое нормирование и др.).
Эффективность и рентабельность техпроцесса устанавливается (подтверждается) вариантным проектированием, т.е. сравнением целесообразности обработки одних и тех же поверхностей (элементов) детали разными способами и разными инструментами, на различном оборудовании.
Принятый технологический процесс оформляется в соответствии со стандартами и правилами ЕСТД и ЕСТПП.
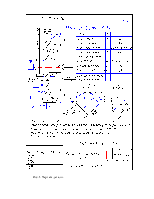
После изложения требований к содержанию и оформлению основных разделов приводятся примеры их реализации. В большинстве примеров рассматриваются вопросы проектирования техпроцесса изготовления зубчатого колеса ТВС 1Н 61Ї02Ї116 (рис. 1), называемого в дальнейшем деталью.
Каждый законченный раздел оформляется на страницах бумаги формата
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.