4 Организационный раздел
4.1 Определение режима работы участка
Предприятие - это не только система машин, оборудования, транспортных средств, это прежде всего трудовой коллектив. Можно выделить следующие основные характеристики трудового коллектива как определенной общности людей, т.е. как социальной организации: наличие единой цели (изготовление продукции в соответствии с плановыми заданиями и договорами); наличие определенной системы управления, предусматривающей подчинение работающих руководству, распределение функций (прав и обязанностей) между группами работающих, находящихся во взаимодействии друг с другом.
Деталь, принятая к дипломному проектированию - Винт растяжки (150.56.128-1) изготавливается в механосборочном цехе № 4 ЗАО «ЛКМЗ», режим работы участка - односменный.
4.2 Определение количества оборудования.
Описание и обоснование планировки участка
Для определения количества металлообрабатывающего оборудования и рабочих для обработки деталей необходимы следующие данные:
- годовая программа выпуска изделий в натуральных единицах (штуках);
- технологический процесс, в котором указаны перечень операций и нормы времени по каждому виду оборудования (в минутах);
- эффективный годовой фонд производственного времени единицы оборудования (во временах).
Эффективный годовой фонд времени одного станка в часах при пятидневной рабочей неделе с двумя выходными днями рассчитаем по формуле:
![]() , (4.1)
, (4.1)
![]() час., где 365 - количество календарных дней
в году;
час., где 365 - количество календарных дней
в году;
104 - количество выходных дней в году при пятидневной рабочей неделе;
10 - количество праздничных дней;
1 - количество смен работы оборудования;
8 - продолжительность смены;
0,01 - коэффициент потери рабочего времени.
Действительный
годовой фонд рабочего времени ![]() в часах
одного человека рассчитывается по формуле
в часах
одного человека рассчитывается по формуле
![]() ,
(4.2)
,
(4.2)
где ![]() - действительный годовой фонд
рабочего времени одного человека;
- действительный годовой фонд
рабочего времени одного человека;
![]() - календарный фонд рабочего
времени, 365 дней;
- календарный фонд рабочего
времени, 365 дней;
Пр - количество праздничных дней в году (по календарю), 10 дней;
Вых - количество выходных дней ( при 5-ти дневной рабочей неделе 104 дня);
Отп - количество дней отпуска (24 дня);
Б - количество дней болезни - 4 дня;
Г.об - дни выполнения государственных обязанностей (1 день);
![]() - длительность смены - 8 часов.
- длительность смены - 8 часов.
![]() час.
час.
Строим таблицу исходных данных для расчета необходимого количества оборудования на участке.
Таблица 4.1 - Исходные данные для расчета количества оборудования
|
№ операции |
Операция |
Оборудование |
Основное время, мин. |
Штучное время, мин. |
|
005 |
Горизонтально – фрезерная |
6Р82Г |
0,65 |
1,12 |
|
010 |
Вертикально – сверлильная |
2А125 |
0,1 |
0,211 |
|
015 |
Токарная с ЧПУ |
16К20Т1 |
0,31 |
1,07 |
|
020 |
Фрезерная |
6Р82Г |
0,95 |
1,29 |
|
025 |
Вертикально – сверлильная |
2А125 |
0,66 |
0,9 |
|
030 |
Вертикально – сверлильная |
2Н125 |
0,071 |
0,126 |
|
035 |
Зачистка |
- |
- |
- |
|
040 |
Промывка |
М-2А |
- |
- |
|
045 |
Контроль |
- |
- |
- |
|
050 |
Термическая обработка |
- |
0,2 |
0,282 |
|
055 |
Болтонарезная |
5993 |
0,2 |
0,28 |
|
060 |
Промывка |
- |
- |
- |
|
065 |
Контроль |
- |
- |
- |
Согласно [19], с 98 количество рабочих мест на участке (станков, стен-дов, верстаков) должно быть не менее 20...30 единиц, на них под руководством одного мастера не менее 30 основных и вспомогательных рабочих.
Определяем необходимое количество оборудования по формуле:
Определяем необходимое количество оборудования по формуле:
 ,
(4.3)
,
(4.3)
![]() –
коэффициент выполнения норм.
–
коэффициент выполнения норм.
|
|
|
Полученный результат округляем до ближайшего большего числа ![]() и
определяем коэффициент загрузки оборудования.
и
определяем коэффициент загрузки оборудования.
Загрузка оборудования считается эффективной в том случае, если коэффициент
загрузки оборудования для принятого типа производства (средне серийное)
находится в пределах ![]() .
.
Средний коэффициент загрузки оборудования определяем по формуле:
 ;
;
 %.
%.
Полученный средний коэффициент загрузки оборудования свидетельствует о том, что оборудование на участке недогружено. Объем работ может быть увеличен за счет догрузки станков работой с других участков.
Таблица 4.2 - Данные о загрузке оборудования на участке
|
№ операции |
Наименование операции |
Тшт, мин |
Расч.кол-во станков,СР, шт |
Принятое кол-во станков, СП, шт |
Коэф. загруз-ки, Кз, % |
|
005 |
Горизонтально – фрезерная |
1,12 |
0,28 |
1 |
28 |
|
010 |
Вертикально – сверлильная |
0,211 |
0,05 |
1 |
5 |
|
015 |
Токарная с ЧПУ |
1,07 |
0,27 |
1 |
27 |
|
020 |
Фрезерная |
1,29 |
0,32 |
1 |
32 |
|
025 |
Вертикально – сверлильная |
0,9 |
0,23 |
1 |
23 |
|
030 |
Вертикально – сверлильная |
0,126 |
0,03 |
1 |
3 |
|
055 |
Болтонарезная |
0,28 |
0,07 |
1 |
7 |
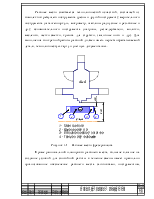
При планировке механического цеха все его отделения, участки и вспомогательные помещения располагаются так, чтобы обеспечить прямоточность и последовательность прохождения материалов и изделий по стадии обработки, необходимо максимальное использования производственной площади, выполнение требований охраны труда, техники безопасности и противопожарной безопасности.
Планировка оборудования, определение расстояний между ним, определение размеров главных и второстепенных проходов в механическом цехе должно быть произведено следующими способами:
- по типам станков в серийном производстве станки располагаются по признаку обработки (токарные, фрезерные, шлифовальные) в последовательности, принятой для обработки большинства деталей программы выпуска изделий данного участка;
- по порядку технологических операций (применяются для серийного
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.



 ;
; ;
; ;
; ;
; ;
; ;
; .
.