1. Встановити лист|лист|
2. Розрізати лист|лист| по лінії різання|
3. Зняти заготівки
Малюнок 2.7 - Ескіз різання прямолінійних контурів
Виходячи з розмірів і товщини листів вибираємо гільйотинні ножиці НВ478 ([7], з|із|. 36).
Технічна характеристика:
Найбільша товщина листа|листа|, що розрізає, мм 16
Найбільша ширина листа|листа|, що розрізає, мм 3200
Число ходів ножа в хвилину 30
Потужність основного приводу, кВт| 28,6
Зусилля різання:
 (2.9)
(2.9)
де S - товщина листа|листа|, мм
t ср = 0,8.0,86sВ = 0,8·460 = 368 МПа - тимчасовий опір матеріалу на зріз
a - кут нахилу ножа a = 2°10I
К = 1,5.1,8 – коефіцієнт запасу
 Н
Н
Норма поштучно-калькуляційного часу по формулі (2.7):
![]() = 0,032·4 = 0,128
чол/год [10] с.30.
= 0,032·4 = 0,128
чол/год [10] с.30.
![]() = 0,318 чол/год
[9] с.72.
= 0,318 чол/год
[9] с.72.
![]() чол/год.
чол/год.
Різання виконують двоє робочих другого і четвертого розрядів.
Розцінку відрядну знаходимо|находимо| по формулі (2.8):
 грн.;
грн.;
Пристосування: листозахоплювальні| пристосування, скоби.
Ріжучий, вимірювальний інструмент: ножі плоскі, лінійка перевірочна l=1000| мм, металева ГОСТ 427-75, рулетка металева l=5000| мм ГОСТ 7502-80.
020 Різання на дискових ножицях
1. Встановити лист.
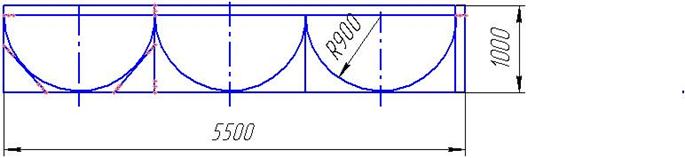
2. Різати криволінійний контур по розмітці із застосуванням пристосувань для кругового різання.
3. Зняти заготівку|заготівлю|.
Малюнок 2.8 - Різання листа|листа| на дискових ножицях
Устаткування|обладнання|: Дискові ножиці моделі Н4422 з|із| похилими ножами [11] с.52.
Технічна характеристика:
Найбільша товщина листа|листа|, що розрізає, мм 16
Виліт ножиць, мм 1800
Швидкість різання, м/хв 2-6
Діаметр ножів, мм 200
Найбільший діаметр вирізаємого|вирізати| круга|кола|, мм 3200
Потужність головного|чільного| приводу, кВт| 5,6/9,0/12,0/15,0
Визначаємо зусилля різання
 (2.10)
(2.10)
де ![]() -
межа міцності матеріалу, МПа;
-
межа міцності матеріалу, МПа;
![]() -кут|куток| захоплення|захвату|
ножів, можна з|із| деяким допущенням
прирівняти до кута|кутку|початка|починала| різання
-кут|куток| захоплення|захвату|
ножів, можна з|із| деяким допущенням
прирівняти до кута|кутку|початка|починала| різання
 (2.11)
(2.11)
де D-| діаметр ножів, D=200| мм;
![]() -
величина зазору між ножами
в горизонтальному направленні
-
величина зазору між ножами
в горизонтальному направленні ![]() мм
мм
![]()
 Н;
Н;
Норма поштучно-калькуляційного часу по формулі (2.7):
![]() = 0,007+0,009·1,8=0,0232
чол/год [10] с.36.
= 0,007+0,009·1,8=0,0232
чол/год [10] с.36.
![]() = 0,495 чол/год
[9] с.72.
= 0,495 чол/год
[9] с.72.
![]() чол/год
чол/год
Різання виконують двоє робочих другого і третього розрядів.
Розцінку відрядну знаходимо|находимо| по формулі (2.8):
 грн.;
грн.;
Пристосування: листозахоплювальні| пристосування, скоби.
Ріжучий, вимірювальний інструмент: ножі дискові, лінійка перевірочна l=1000| (мм), металева ГОСТ 427-75, рулетка металева l=5000| (мм) ГОСТ 7502-80
025 Складання|збирання| частин|частин| днища під зварку|зварювання|
1. Подати частину| днища на робоче місце.
2. З’єднати|сумі кромку. Зібрати|повизбирувати| частину днища під зварку|зварювання|.
3. Встановити і прихопити дві технологічні планки.
Устаткування|обладнання|: складальна плита.
![]() = 0,314 чол/год[8]
с.32.
= 0,314 чол/год[8]
с.32.
![]() = 0,194 чол/год[9]
с.147.
= 0,194 чол/год[9]
с.147.
![]() чол/год.
чол/год.
Різання виконує робітник|робочий| третього розряду.
![]() грн.
грн.
Пристосування: листозахоплювальні| пристосування, скоби.
Вимірювальний інструмент: лінійка перевірочна l=1000| (мм) металева ГОСТ 427-75, рулетка металева l=5000| (мм) ГОСТ 7502-80.
Матеріали: електрод УОНІЇ 13/55-4,0 ГОСТ 9466-75.
025 Зварювання|зварювання| частин|частин| днища
1. Встановити зібрані частини|частин днища на складальну плиту.
2. Провести|виробляти| двосторонню|двобічну| автоматичну зварку|зварювання| під шаром флюсу на подушці флюсу стику.
Малюнок 2.9 – Ескіз зварного шва днища
Зварювальний струм Iсв=650А, швидкість зварки
Vсв=25-30 м/ч[7]с.261.
Діаметр зварювального дроту:
 , (2.12)
, (2.12)
де ![]() - щільність струму
- щільність струму
![]() А/мм2;
А/мм2;
 мм; приймаємо d=5мм|.
мм; приймаємо d=5мм|.
Виходячи з матеріалу зварюваних частин|частин| і товщини заготівки|заготівлі| вибираємо зварювальний дріт 5св-10НМА| ГОСТ 2246-70, флюс АН-47 ГОСТ 9087-81[1].
Устаткування|обладнання|: складальна плита, зварювальний трактор ТС-17М
Технічна характеристика:
Напруга|напруження| живлячої|почувати| мережі|сіті|, В 380/220
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.