











































отверстиями вставку длинной не менее 6 метров можно размещать также перед концевым рельсом, длина которого 25 или 12,5 метров. Размещение коротких вставок в других частях рельсовой плети не допускается.
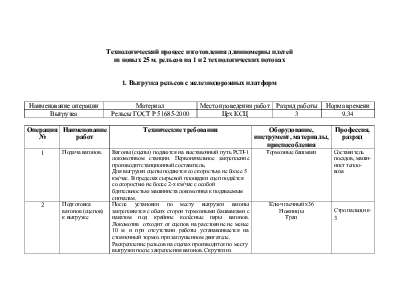
Подготовка рельсов к сварке
1. Рельсы перед сваркой должны быть тщательно осмотрены. На рельсах не должно быть забоин, задиров и других механических повреждений и поверхностных дефектов. При этом должно быть проверено наличие маркировки рельсов.
2. Поступающие рельсы должны быть проверены на прямолинейность в горизонтальной и вертикальной плоскостях. Местная кривизна рельсов, поступающих под сварку, не должна превышать 0,5 мм на длине 1 метр. Рельсы имеющие кривизну более указанных размеров, подлежат правке перед сваркой.
3. Торцы готовых рельсов после обрезки должны быть перпендикулярными к продольной оси. Перекос не должен превышать 1 мм при измерении в любом направлении. Допускается перекос торцов рельсов, подлежащих сварке, до 1 мм. Обрезку рельсов под сварку можно выполнять пилами отрезными абразивными кругами. Отделочную мерную резку концов рельсов производят только пилами.
4. Торцы стыкуемых рельсов и контактирующимися с зажимами сварочной машины поверхности на длину электродов (зажимных губок) должны быть зачищены до металлического блеска. Во всех случаях зачистка должна вестись вдоль рельса. Риски и выхваты на зачищенных поверхностях не допускаются.
5. Заводские маркировочные знаки на сварных рельсах должны быть только с одной стороны. Вдавленные клейма на рельсе должны отставать от сварного шва на расстоянии не менее 100 мм. При сварке рельсов на машинах с вертикальным зажатием выпуклые маркировочные знаки на шейке должны быть сошлифованы заподлицо с прокатным профилем на расстоянии не менее 100 мм. При сварке рельсов с боковым зажатием выпуклые маркировочные знаки должны быть сошлифованы на длину электродов сварочной машины.
Сварка рельсов
1. Сварка новых рельсов должна производится стыковым контактным способом на стационарных или передвижных машинах. Сварку рельсов с объемной поверхностной закалкой по всей длине и термически не упрочненных выполняют по общим режимам для данного типа рельсов и рельсосварочной машины.
2. Для обеспечения прямолинейности рельсовых плетей для бесстыкового пути и сварных стыков при местном изгибе не более 2 мм на длине 1 метр допускается производить правку сварных стыков в горячем состоянии (светло-красный цвет).
3. После удаления грата и выдавленного металла производят термическую и механическую обработку сварных стыков.
4. Термическую обработку упрочненных рельсов в зоне сварных стыков производят с индукционного нагрева путем закалки головки и нормализации подошвы и шейки, а термическую обработку не упрочненных рельсов в местах сварки – с индукционного нагрева всего сечения путем нормализации с подстуживанием головки. На индукционных установках допускается производить закалку концов термически не упрочненных рельсов.
5. Механическую обработку сварных стыков выполняют абразивным инструментом или другими способами. Механическую обработку стыков производят по всему периметру заподлицо с основным профилем вдоль рельса абразивным инструментом с крупной (125-63) и мелкой (40-25) зернистостью, с твердостью кругов СТ2-3.
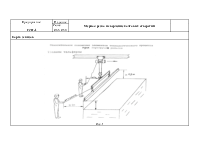
Транспортирование и хранение
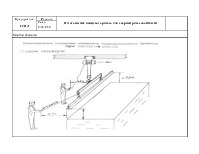
Рельсовые плети для бесстыкового пути грузят на специальный подвижной состав для их перевозки. Транспортирование длинномерных рельсовых плетей производят согласно действующей
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.