Довольно часто используется также метод направленного поиска (рис.50, б). Согласно одному из примеров реализации этого метода зона контакта присоединяемого вала с размещенной на координатном столе втулкой облучается источником 2 электромагнитной или ультразвуковой энергии. При этом часть отраженной энергии улавливается приемником 1, который вместе с источником вращается равномерно с угловой скоростью вокруг оси вала. Количество зарегистрированной приемником энергии зависит от величины зазора, образованного смещением объекта сборки. В процессе коррекции положения деталей амплитуда ai=f(Uв) поиска является функцией выходного сигнала Uв=f(DS), частота и длительность импульсов которого зависят от рассогласования деталей. Сигнал приемника 1 поступает в блок управления (БУ), корректирующий через привод (М) положение координатного стола с базовым объектом сборки.
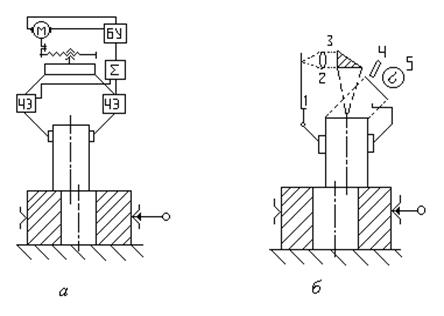
Рис. 51. Схемы тактильной (а) и оптической (б) адаптации
Примером тактильной адаптации может служить устройство, показанное на рис.51,а. В захвате сборочного манипулятора размещаются чувствительные элементы (ЧЭ) в виде тензометрических или магнитоуправляемых силомоментных датчиков. Смещение или перекос присоединяемых деталей вызывает разность сигналов, регистрируемых сумматором, сигнал на выходе которого пропорционален указанной разности и поступает в блок управления БУ. Последний по соответствующей программе осуществляет управление приводом руки манипулятора, в результате происходит перемещение присоединяемого объекта сборки, направленное на уменьшение рассогласования по соответствующей координатной оси.
Сущность метода оптической адаптации иллюстрируется рис.51,б. В захвате робота размещают соосно присоединяемой детали камеру, состоящую из полупроводникового детектора, выполненного в виде матрицы 100х100 светочувствительных диодов, фокусирующей линзы 2 и отклоняющей на 90° световой луч линзы 3. Лампа накаливания 5 освещает сборочный компонент, размещенный в захвате манипулятора, а отраженный луч через линзы 3 и 2 при изменении положения детали в процессе сборки сканирует поле детектора 1, изменяя при этом последовательность и число освещенных диодов детектора. Сигналы детектора обрабатываются микроЭВМ, управляющей приводами робота.
Устройства пассивной коррекции относительного положения собираемых деталей имеют упругие элементы, осуществляющие кинематическую связь между захватным органом и манипулятором робота. Элементы податливости размещаются непосредственно в кисти робота и выполняют функцию компенсирующего звена в цепи захват-манипулятор.

Рис. 52. Схемы сборочно-захватных устройств
с элементами пассивной податливости
В сборочном устройстве (рис.52, а) деталь 2, подлежащая соединению с базовой деталью типа "втулка" 1, размещается в захвате 3, закрепленном на жестком диске 4, который через упругие мембраны 5, 7, стержни 6 соединен с кистью манипулятора.
При создании на элементах податливости нагрузки под действием сборочного усилия мембраны 5 и 7 деформируются на величину компенсации рассогласования собираемых деталей. Устройство может быть использовано в качестве компенсирующего звена при относительно небольших начальных смещениях деталей в пределах их направляющих фасок.
Сборочное устройство с удаленным центром податливости (рис.52,б) выполнено в виде триплета эластичных подвесок 6, закрепленных на жестком основании 5, которое установлено на кисти 8 манипулятора. Верхние концы подвесок 6 через упругие элементы 7 соединены с жесткой колонкой 4 захвата 3, в котором размещена деталь 2, подлежащая соединению с базовой деталью 1. Смещение точки пересечения осей упругих элементов повышает чувствительность к приложенным сборочным усилиям и силам сопротивления в точках контакта собираемых деталей. Оптимальным расположением точки пересечения - центра податливости - следует считать ее совмещение с торцом присоединяемой детали, так как в этом случае процесс соединения деталей характеризуется наименьшим сборочным усилием.
В условиях автоматизированного производства процесс вторичной ориентации сборочных компонентов может выполняться также посредством коррекции положения присоединяемого или базового объектов сборки, что связано с усложнением измерительных систем и введением дополнительных приводов смещения захвата или базирующего приспособления.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.