








2. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ РОБОТИЗИРОВАННОЙ СБОРКИ
Технологический процесс сборки содержит действия по установке и образованию соединений составных частей изделия или заготовки. Технологические процессы могут подразделяться по объекту сборки, переналаживаемости, виду производства, числу операций, уровню автоматизации и т. п. Единичным является технологический процесс сборки изделия одного наименования, типоразмера и исполнения, типовым - процесс сборки группы изделий с общими конструктивными и технологическими признаками, групповым - процесс сборки изделий с разными конструктивными, но общими технологическими признаками. Однооперационный технологический процесс сборки состоит из одной операции, многооперационный - из нескольких операций.
Многооперационные технологические процессы сборки могут состоять из основных (сборочных) и вспомогательных технологических операций или только из основных операций. Технологическая сборочная операция представляет собой законченную часть технологического процесса сборки, связанную с установкой и образованием составных частей изделий или заготовок и выполняемую на одном рабочем месте. В состав типовых и групповых технологических процессов сборки входят соответственно типовые и групповые технологические операции. Под типовой технологической операцией сборки понимают операцию, характеризующуюся единством содержания и последовательности технологических переходов для сборки группы изделий с общими конструктивными и технологическими признаками. Технологический переход - законченная часть технологической операции, характеризуемая постоянством применяемого оборудования, оснастки при постоянных технологических режимах и установке собираемого объекта. Групповая технологическая операция сборки - это операция совместной сборки группы изделий с разными конструктивными, но общими технологическими признаками.
Технологические процессы сборки могут быть различными по содержанию, последовательности выполнения операций, а также составу оборудования, инструмента, приспособлений. Основными операциями при автоматизированной сборке являются операции сопряжения для разъемных (цилиндрических, резьбовых, шлицевых, шпоночных, зубчатых и др.) и неразъемных (заклепочных, вальцовочных , паяных и др.) соединений.
Кроме того, технологический процесс сборки включает также подготовительные операции (расконсервация, контроль, комплектация), вспомогательные (поштучное и партионное деление, транспортирование, переориентация, промежуточный контроль), сопутствующие (гибка, зачистка, рихтовка и др.) и, наконец, послесборочные (испытания, наладка, регулировка, упаковка и пр.).
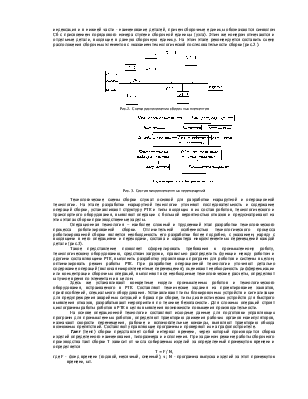
Структура и содержание ТП сборки зависят от конструкции собираемого изделия, предъявляемых к нему технических требований, массы, размеров и количества собираемых компонентов, программы и длительности выпуска изделий. При этом в состав ТП могут входить различные технологические операции, которые выполняются в определенной технически и экономически целесообразной последовательности.
К основным этапам разработки технологических процессов роботизированной сборки относят следующие: 1) анализ исходных данных для разработки технологического
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.