






|
|
Дата |
|||||||||||||||||
|
005-86-46-085 |
||||||||||||||||||
|
Подпись |
ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ НА ИСПРАВЛЕНИЕ НАПЛАВКОЙ УВЕЛИЧЕННЫХ ЗАЗОРОВ НА КОРПУСНЫХ КОНСТРУКЦИЯХ ПРОЕКТОВ 03383, 18500 Главный сварщик В.А. Крупин Согласовано : Начальник ОТК Представитель GL |
|||||||||||||||||
|
№ докум. |
||||||||||||||||||
|
Лист |
||||||||||||||||||
|
Изм |
||||||||||||||||||
|
Дата |
||||||||||||||||||
|
Подпись |
||||||||||||||||||
|
№ докум. |
||||||||||||||||||
|
Лист |
||||||||||||||||||
|
Изм. |
||||||||||||||||||
|
Разраб. |
|
|||||||||||||||||
|
Дубл. |
Взам. |
Подл. |
Проверил |
|
||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Н.контр. |
|
||||||||||||
005-86-46-085
1 Общие требования
1.1 Настоящая инструкция разработана в соответствии со «Стандартом качества судостроения и судоремонта» (МАКО), «Правилами и руководством, Германским Регистром» (Germanischer Lloyd), «Промышленным стандартом Германской судостроительной промышленности» (VSM), на восстановление наплавкой кромок деталей после газопламенной или механической обработки при получении зазоров в соединении, превышающих допустимые
1.2 Зазоры, не превышающие две установленные величины (указан в таблице сварки конкретно для каждого сварного соединения) допускается не исправлять наплавкой (завариваются при выполнении шва).
1.3 Зазоры, превышающие указанный в пункте 1.2 исправлять наплавкой по согласованию с инспектором GL, с регистрацией в журнале по форме разработанной БТПП цеха, в следующем порядке:
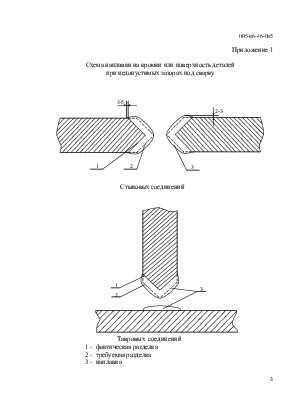
- Наплавку можно производить на одну или обе кромки свариваемых деталей, в соответствии со схемой, приведенной в Приложении 1.
- Рекомендуемые методы наплавки кромок приведены в Приложении 2.(МАКО № 47 Табл.9.4, 9.5, 9.6, 9.7, 9.8)
- Сварочные материалы должны соответствовать материалу сварного шва в соединении.
2 Квалификационные требования
2.1 К исправлению наплавкой увеличенных зазоров допускаются сварщики не ниже 3-го разряда, аттестованные в соответствии с правилами EN287-1 и имеющие свидетельство о признании классификационного общества.
3 Указания по наплавке кромок
3.1 Механическим путем произвести зачистку поверхности, подлежащей наплавке и на ширину не менее 10 мм поверхности, прилегающей к наплавляемой.
3.2 Наплавку кромок производить ручной дуговой сваркой электродами диаметром Ø 3 или 4 мм, обеспечивая плавное сопряжение между наплавляемыми валиками и основным металлом.
Режимы сварки согласно утвержденным процедурам сварки № № СПС Н-01Р, Н-01Р/2.
3.3 Величина наплавки, выступающей над поверхностью детали не должна превышать 2-3 мм, перекрытие кромок – 3-5 мм (см. приложение 1).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.