3.4 Выполнить визуальный контроль наплавленных поверхностей. Критерии оценки качества согласно «Ведомостям и схемам контроля сварных соединений» соответствующих проектов.
005-86-46-085
Приложение 1
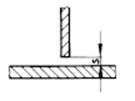
Схема наплавки на кромки или поверхность деталей при недопустимых зазорах под сварку
 |
|||||
 |
|||||
 |
|||||
|
|
|
|
|
|
|
|
Стыковых соединений
 |
Тавровых соединений
1 - фактическая разделка
2 - требуемая разделка
3 - наплавка
005-86-46-085
Приложение 2
005-86-46-085
Приложение 2
(продолжение)
005-86-46-085
Приложение 2
(продолжение)
005-86-46-085
Приложение 2
(продолжение)
Приложение 2
Рекомендуемые методы исправления наплавкой увеличенных зазоров
в сварных соединениях
|
Эскиз сварного соединения |
Методы исправления увеличенных зазоров |
|||||||||||||||||||
|
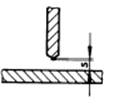
1.1 При s≤10 мм сделать скос до 45º и выполнить наплавку. 1.2 При s>10 мм установить подкладную планку; выполнить сварку; удалить подкладную планку, выполнить строжку корня шва, подварить; либо выполнить вставку минимальной шириной 300 мм. |
|||||||||||||||||||
|
2 Стыковой сварной шов с разделкой кромок

|
2.1 При 3 мм <s≤ 3t/2 (макс.25) выполнить наплавку на одной или обеих кромках, по необходимости использовать подкладную планку, максимальная толщина подкладной планки t/2. Выполнить сварку, удалить подкладную планку, выполнить строжку, подварить. 2.2 При s>25 мм или 3t/2 необходимо вварить вставку с шириной как минимум 300 мм.
|
|||||||||||||||||||
|
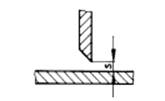
3 Соединение без разделки в Т-образных соединениях
|
|
|||||||||||||||||||
|
3.2 Если 5<s ≤ 10мм: Разделать кромку 45о и выполнить наплавку
|
||||||||||||||||||||
|
4 V-разделка со скосом одной кромки в Т- образном соединении
|
4.1 Исправление аналогично пункту 3.2 |
|||||||||||||||||||
|
5 Двусторонняя разделка кромок в К-образных соединениях
|
Производят наплавку , пока зазор не достигнет величины 4 мм.
|
|||||||||||||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.