|
|
Дата |
|||||||||||||||||
|
005-86-46-084 |
||||||||||||||||||
|
Подпись |
ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ ИСПРАВЛЕНИЕ ВЫХВАТОВ И ВЫРЫВОВ НА КРОМКАХ И ПОВЕРХНОСТИ МЕТАЛЛА КОРПУСНЫХ КОНСТРУКЦИЙ ПРОЕКТОВ 03383, 18500 Главный сварщик В.А. Крупин Согласовано : Начальник ОТК Представитель GL |
|||||||||||||||||
|
№ докум. |
||||||||||||||||||
|
Лист |
||||||||||||||||||
|
Изм |
||||||||||||||||||
|
Дата |
||||||||||||||||||
|
Подпись |
||||||||||||||||||
|
№ докум. |
||||||||||||||||||
|
Лист |
||||||||||||||||||
|
Изм. |
||||||||||||||||||
|
Разраб. |
|
|||||||||||||||||
|
Дубл. |
Взам. |
Подл. |
Проверил |
|
||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Н.контр. |
|
||||||||||||
|
Дата |
2 |
|||||||||||||||||||||||
|
005-86-46-084 |
||||||||||||||||||||||||
|
Подпись |
1 Общие требования 1.1 Настоящие технологические указания разработаны на основании МАКО (Стандарт качества судостроения и судоремонта 1999), VSM (2003) и ОСТ 5.9526-87 на исправление дефектов на кромках и поверхности деталей,
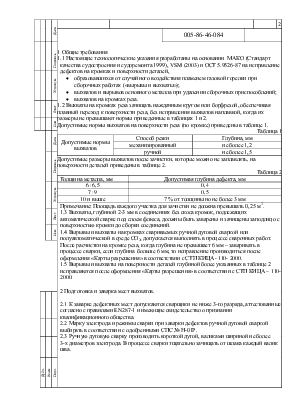
1.2 Выхваты на кромках реза зачищать наждачным кругом или борфрезой, обеспечивая плавный переход к поверхности реза, без исправления выхватов наплавкой, когда их размеры не превышают нормы приведенные в таблицах 1 и 2. Допустимые нормы выхватов на поверхности реза (по кромке) приведены в таблице 1. Таблица 1
Допустимые размеры выхватов после зачистки, которые можно не заплавлять, на поверхности деталей приведены в таблице 2. Таблица 2
Примечание: Площадь каждого участка для зачистки не должна превышать 0,25 м2. 1.3 Выхваты, глубиной 2-3 мм в соединениях без скоса кромок, подлежащих автоматической сварке под слоем флюса, должны быть заварены и зачищены заподлицо с поверхностью кромки до сборки соединений. 1.4 Вырывы и выхваты на кромках свариваемых ручной дуговой сваркой или полуавтоматической в среде СО2, допускается выполнять в процессе сварочных работ. После расчистки на кромке реза, когда глубина не превышает 6 мм – заваривать в процессе сварки, если глубина больше 6 мм, то исправление производиться после оформления «Карты разрешения» в соответствии с СТП КИЦА- 110- 2000. 1.5 Вырывы и выхваты на поверхности деталей глубиной более указанных в таблице 2 исправляются после оформления «Карты разрешения» в соответствии с СТП КИЦА – 110-2000. 2 Подготовка и заварка мест выхватов. 2.1 К заварке дефектных мест допускаются сварщики не ниже 3-го разряда, аттестованные согласно с правилами EN287-1 и имеющие свидетельство о признании квалификационного общества. 2.2 Марку электрода и режимы сварки при заварки дефектов ручной дуговой сваркой выбирать в соответствии с одобренными СПС № Н-01Р. 2.3 Ручную дуговую сварку производить короткой дугой, валиками шириной не более 3-х диаметров электрода. В процессе сварки тщательно зачищать от шлака каждый валик шва. |
|||||||||||||||||||||||
|
№ докум. |
||||||||||||||||||||||||
|
Лист |
||||||||||||||||||||||||
|
Изм |
||||||||||||||||||||||||
|
Дата |
||||||||||||||||||||||||
|
Подпись |
||||||||||||||||||||||||
|
№ докум. |
||||||||||||||||||||||||
|
Лист |
||||||||||||||||||||||||
|
Изм. |
||||||||||||||||||||||||
|
Дубл. |
Взам. |
Подл. |
||||||||||||||||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.