А.2.1 Ниже приводятся таблицы и рисунки справочных данных.
Таблица А.2.1 - Ориентировочные значения коэффициента КНbдля зубчатых передач редукторов
|
Расположение зубчатых колёс относительно опор* |
Твёрдость поверхностей зубьев |
|
|
£ НВ 350 (производство единичное или мелкосерийное) |
³ НВ 350 (производство крупносерийное или массовое) |
|
|
Симметричное Несимметричное Консольное |
1,0 - 1,15 1,10 - 1,25 1,20 - 1,35 |
1,05 - 1,25 1,15 - 1,35 1,25 - 1,45 |
|
* Для проектных расчётов планетарной передачи предварительно принять значение коэффициента концентрации нагрузки КНbдля единичного и мелкосерийного производства (твёрдость поверхностей зубьев £НВ 350) КНb=1,02, для крупносерийного и массового производства (твёрдость поверхностей зубьев ³НВ 350) КНb=1,04. |
||
Таблица А.2.2 - Ориентировочные значения коэффициента yba для зубчатых передач редукторов
|
Расположение зубчатых колёс относительно опор |
Твёрдость поверхностей зубьев |
|
|
£ НВ 350 производство единичное или мелкосерийное |
³ НВ 350 производство крупносерийное или массовое |
|
|
Симметричное Несимметричное Консольное Подвижные колёса коробок скоростей |
0,3 - 0,5 0,25 - 0,4 0,2 - 0,25 0,1 - 0,2 |
0,25 - 0,3 0,2 - 0,25 0,15 - 0,2 0,1 - 0,2 |
|
Примечания 1 Для прямозубых колёс желательно принимать меньшие значения, для косозубых большие. 2 Большие значения для постоянных и близких к ним нагрузок. 3 Для шевронных колёс при ширине колеса, равной сумме полушевронов, коэффициент увеличивают в 1,3...1,4 раза. 4
Для внутреннего зацепления: |
||
Таблица А.2.3 - Стандартные значения коэффициента yba
|
yba |
0,1; 0,125; 0,16; 0,2; 0,25; 0,315; 0,4; 0,5; 0,63; 0,8; 1,0; 1,25 |
Таблица А.2.4 - Значения пределов контактной выносливости sН0
в зависимости от термообработки активных поверхностей зубьев
|
Способ термической или химико-термической обработки зубьев |
Твёрдость поверхностей зубьев |
Группа стали |
sН0, МПа |
|
Нормализация, улучшение Объёмная закалка Поверхностная закалка Азотирование Цементация или нитроцементация |
НВ £ 350 HRC 38...50 HRC 40...56 HRC 55...67 HRC 54...64 |
Углеродистая, легированная Легированные |
2НВ+70 18HRC+150 17HRC+200 1050 23HRC |
Таблица А.2.5 - Величина коэффициента безопасности SH и предельная
величина коэффициента долговечности KHL в зависимости от
термообработки активных поверхностей зубьев
|
Нормализация, улучшение, объёмная закалка |
Поверхностная закалка, цементация, азотирование |
|
|
SH |
1.1 |
1.2 |
|
KHL, max |
£ 2.4 |
£ 1.8 |
Таблица А.2.6 - Величина коэффициента безопасности SF в зависимости от термообработки активных поверхностей зубьев
|
Нормализация, улучшение, объёмная закалка, закалка т.в.ч., азотирование |
Цементация, нитроцементация |
|
|
SF |
1.75 |
1.5 |
Таблица А.2.7 - Расчётное допускаемое контактное напряжение в зависимости от твёрдости рабочих поверхностей зубьев
|
Вид передачи |
НВ1 и НВ2 < 350 НВ1=НВ2+(10...50) |
НВ1>400, НВ2<350 |
НВ1>350 НВ2>350 |
|
Прямозубая цилиндрическая и коническая |
sНР=sНРmin |
не применяется |
sНР=sНРmin |
|
Косозубая цилиндрическая |
0,45(sНР1+sНР2) но £ 1,25 sНРmin |
||
|
Косозубая коническая |
0,5(sНР1+sНР2) но £ 1,15 sНРmin |
||
|
Примечание - за sНРmin принимается минимальное из sНР1 и sНР2 |
|||
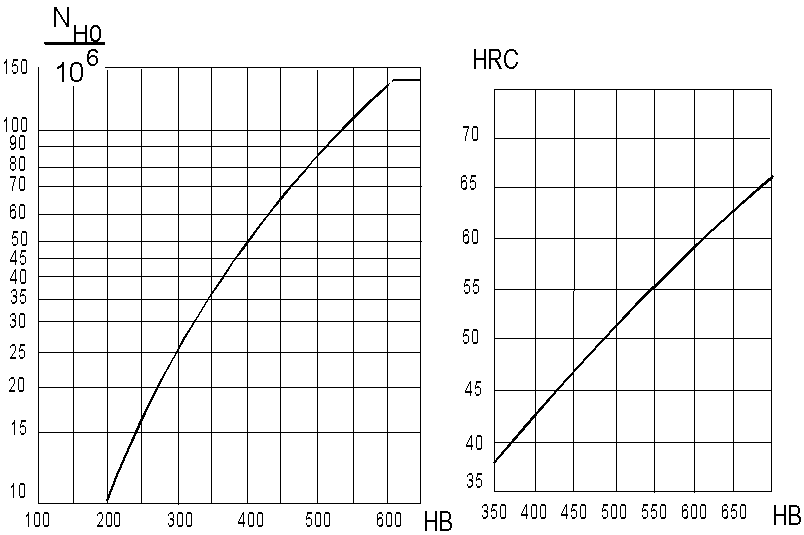
Рисунок А.2.1 - График базового числа циклов NH0 в зависимости от твёрдости рабочих поверхностей зубьев и график пересчёта единиц твёрдости HRC в единицы НВ.
Таблица А.2.11 - Значения пределов выносливости зубьев по напряжениям
изгибаsF0 в зависимости от термообработки активных поверхностей зубьев
|
Способ термической или химико-термической обработки зубьев |
Твёрдость поверхностей зубьев |
Группа стали |
sF0, МПа |
|
Нормализация, улучшение Объёмная закалка Закалка т.в.ч. по всему контуру (модуль m³3мм) Закалка т.в.ч. сквозная с охватом впадины (модуль m<3 мм) Азотирование Цементация Нитроцементация |
НВ £ 350 HRC 38...50 HRC 45...55 HRC 45...55 HRC 55...67 HRC 53...63 HRC 57...63 |
Углеродистая, легированная Легированные |
1,8НВ 550 650 550 12HRC+300 750 1000 |
Таблица А.2.12 - Величина коэффициента КFC в зависимости от вида работы передачи и твёрдости поверхности зубьев
|
Не реверсивные передачи |
Реверсивные передачи |
Сателлиты планетарных передач |
||
|
НВ £ 350 |
НВ > 350 |
|||
|
КFC |
1 |
0,7 |
0,8 |
0,7 |
Таблица А.2.13 - Значения коэффициента долговечности KFL в зависимости от термообработки
|
Сталь при НВ £ 350 |
Сталь при НВ > 350 и чугун |
|
|
KFL |
|
|
Таблица А.2.14 – Значения допускаемого напряжения при перегрузке sНРmax в зависимости от вида термообработки
|
Нормализация, улучшение, объёмная закалка |
Закалка т.в.ч., азотирование, цементация, нитроцементация |
|
|
sНРmax |
2.8sТ |
40HRC |
Таблица А.2.15 – Значения допускаемого напряжения при перегрузке sFРmax в зависимости от твёрдости поверхности зубьев
|
НВ £ 350 |
НВ > 350 |
|
|
sFРmax |
0.8sТ |
0.6sВ |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.