
7. Технология изготовления печатных плат устройства.
Применение печатных плат в радиоаппаратуре позволяет обеспечить настройку прибора, исключить возможность ошибок при монтаже. Использование печатных плат дает возможность уменьшения габаритных размеров, улучшения условий отвода тепла, снижения металлоемкости и обеспечивает другие конструктивно-технологические преимущества по сравнению с объемным монтажом.
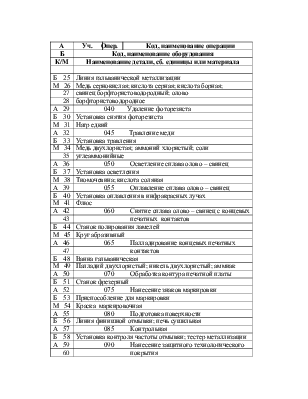
Изготовление печатных осуществляется химическим, электрохимическим или комбинированным способом. В данном случае для изготовления печатных плат выбираем комбинированный метод. Исходным материалом для этого способа служит фольгированный с двух сторон диэлектрик (фольгированный стеклотекстолит СФ-2Н-50 ГОСТ 10316-78 ). Необходимость применения двухстороннего фольгированного стеклотекстолита обусловлена наличием в схеме большого количества многоотводных элементов. В условиях многосерийного производства предпочтительней комбинированный способ изготовления печатных плат.
Проводящий рисунок при комбинированном методе получают вытравливанием меди, а металлизация отверстий осуществляется посредством химического меднения с последующим электрохимическим наращиванием слоя меди. Защита проводящего рисунка при вытравливании меди может осуществятся двумя методами: негативным, когда защитным слоем служит краска и позитивным, когда защитным слоем служит металлическое покрытие (металлорезист ). Выбираем второй вариант защиты проводящего рисунка, так как он более надежный, чем первый.
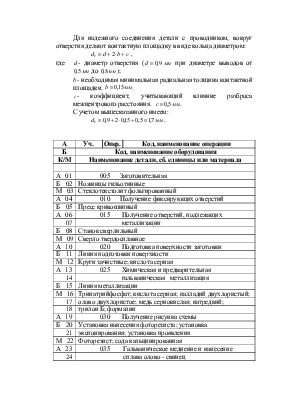
Разработка чертежа печатной платы складывается из следующих операций:
1. Компоновка элементов печатной платы.
Компоновка
производится на бумаге, на которую нанесена защитная координатная сетка. Шаг
сетки выбираем ![]() . В результате находим
положение контактных площадок для подключения всех элементов, а также размеры
платы.
. В результате находим
положение контактных площадок для подключения всех элементов, а также размеры
платы.
2. Разводка печатных проводников (трассировка).
Целью этой операции является
проводка проводников, соединяющих контактные площадки. Номинальная ширина
проводников не менее ![]() , ширина питающей шины
, ширина питающей шины ![]() .ширина зазора не менее
.ширина зазора не менее ![]() .
.
Для надежного соединения детали с проводником, вокруг отверстия делают контактную площадку в виде кольца диаметром:
![]() ,
,
где ![]() - диаметр отверстия (
- диаметр отверстия (![]() при диаметре выводов от
при диаметре выводов от ![]() до
до ![]() );
);
![]() - необходимая
минимальная радиальная толщина контактной площадки.
- необходимая
минимальная радиальная толщина контактной площадки. ![]() .
.
![]() - коэффициент,
учитывающий влияние разброса межцентрового расстояния.
- коэффициент,
учитывающий влияние разброса межцентрового расстояния. ![]() .
.
С учетом вышесказанного имеем:
![]() .
.
|
|
Уч. Опер. Код, наименование операции |
|
Б |
Код, наименование оборудования |
|
К/М |
Наименование детали, сб. единицы или материала |
|
А 01 |
005 Заготовительная |
|
Б 02 |
Ножницы гильотинные |
|
М 03 |
Стеклотекстолит фольгированный |
|
А 04 |
010 Получение фиксирующих отверстий |
|
Б 05 |
Пресс кривошипный |
|
А 06 |
015 Получение отверстий, подлежащих |
|
07 |
металлизации |
|
Б 08 |
Станок сверлильный |
|
М 09 |
Сверло твердосплавное |
|
А 10 |
020 Подготовка поверхности заготовки |
|
Б 11 |
Линия подготовки поверхности |
|
М 12 |
Круги зачистные; кислота серная |
|
А 13 |
025 Химическая и предварительная |
|
14 |
гальваническая металлизация |
|
Б 15 |
Линия металлизации |
|
М 16 |
Тринатрийфосфат; кислота серная; палладий двухлористый; |
|
17 |
олово двухлористое; медь сернокислая; натредкий; |
|
18 |
трилон Б; формалин |
|
А 19 |
030 Получение рисунка схемы |
|
Б 20 |
Установка нанесения фоторезиста; установка |
|
21 |
экспонирования; установка проявления |
|
М 22 |
Фоторезист; сода кальцинированная |
|
А 23 |
035 Гальваническое меднение и нанесение |
|
24 |
сплава олово - свинец |
|
|
Уч. Опер. Код, наименование операции |
|
Б |
Код, наименование оборудования |
|
К/М |
Наименование детали, сб. единицы или материала |
|
Б 25 |
Линия гальванической металлизации |
|
М 26 |
Медь сернокислая; кислота серная; кислота борная; |
|
27 |
свинец борфтористоводородный; олово |
|
28 |
борфтористоводородное |
|
А 29 |
040 Удаление фоторезиста |
|
Б 30 |
Установка снятия фоторезиста |
|
М 31 |
Натр едкий |
|
А 32 |
045 Травление меди |
|
Б 33 |
Установка травления |
|
М 34 |
Медь двухлористая; аммоний хлористый; соли |
|
35 |
углеаммонийные |
|
А 36 |
050 Осветление сплава олово – свинец |
|
Б 37 |
Установка осветления |
|
М 38 |
Тиомочевина; кислота соляная |
|
А 39 |
055 Оплавление сплава олово – свинец |
|
Б 40 |
Установка оплавления в инфракрасных лучах |
|
М 41 |
Флюс |
|
А 42 |
060 Снятие сплава олово – свинец с концевых |
|
43 |
печатных контактов |
|
Б 44 |
Станок полирования ламелей |
|
М 45 |
Круг абразивный |
|
А 46 |
065 Палладирование концевых печатных |
|
47 |
контактов |
|
Б 48 |
Ванна гальваническая |
|
М 49 |
Палладий двухлористый; никель двухлористый; аммиак |
|
А 50 |
070 Обработка контура печатной платы |
|
Б 51 |
Станок фрезерный |
|
А 52 |
075 Нанесение знаков маркировки |
|
Б 53 |
Приспособление для маркировки |
|
М 54 |
Краска маркировочная |
|
А 55 |
080 Подготовка поверхности |
|
Б 56 |
Линия финишной отмывки; печь сушильная |
|
А 57 |
085 Контрольная |
|
Б 58 |
Установка контроля частоты отмывки; тестер металлизации |
|
А 59 |
090 Нанесение защитного технологического |
|
60 |
покрытия |
|
|
Уч. Опер. Код, наименование операции |
|
Б |
Код, наименование оборудования |
|
К/М |
Наименование детали, сб. единицы или материала |
|
Б 61 |
Установка лакировки; печь сушильная |
|
М 62 |
Флюс |
|
А 63 |
095 Упаковка |
|
Б 64 |
Упаковка для сварки полимерных пленок |
|
М 65 |
Пленка полиэтиленовая; бумага конденсаторная |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.