4. Расчет границ регулирования для контрольных карт
Рассчитаем общие параметры для контрольных карт (табл. 8).
Таблица 8 - Результаты расчетов общих параметров
|
№ линии |
|
|
|
|
|
1 |
496 |
59,8 |
499 |
498 |
|
2 |
537 |
57,8 |
535 |
533 |
|
3 |
577 |
79,4 |
577 |
581 |
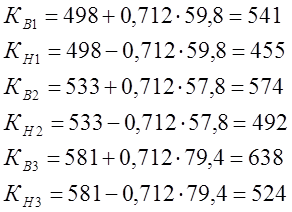
Произведем расчет границ регулирования.
a) Для среднего арифметического
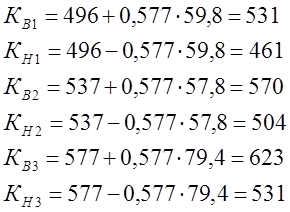
b) Для дисперсии
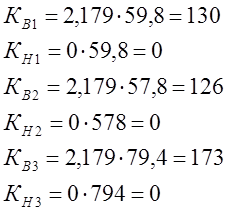
c) Для середины размаха

d) Для медианы
5. Результат построения контрольных карт для техпроцессов на каждой линии
Контрольные карты для техпроцессов на каждой из трех линий представлены на рис.1-12
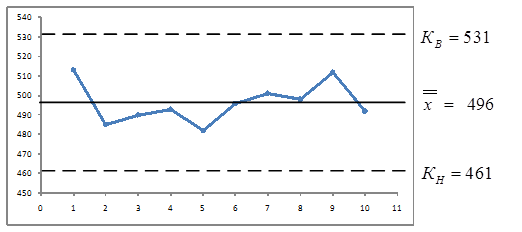
Рисунок
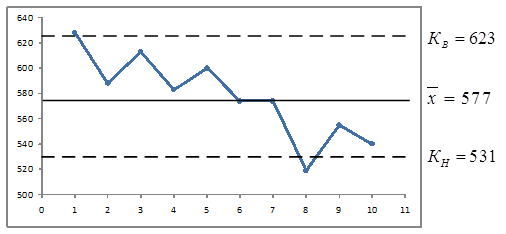
1 – Контрольная карта ![]() - R для техпроцесса
на первой линии
- R для техпроцесса
на первой линии
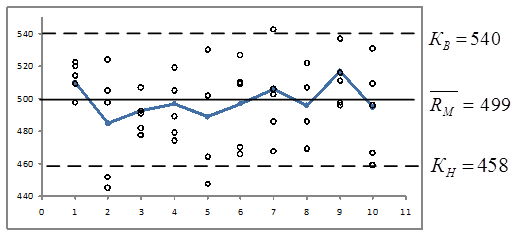
Рисунок 2 – Контрольная карта RМ - R для техпроцесса на первой линии
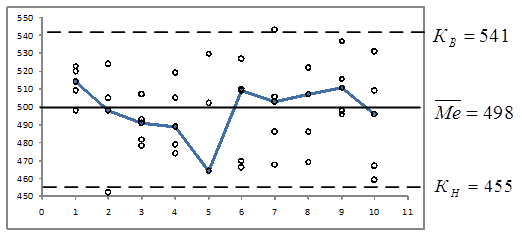
Рисунок 3 – Контрольная карта Me - R для техпроцесса на первой линии
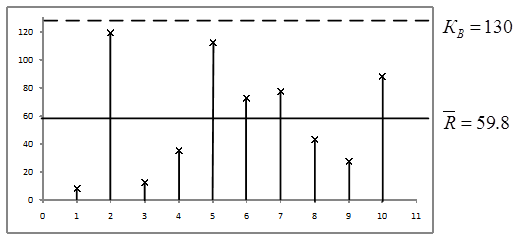
Рисунок 4 – Контрольная карта R для техпроцесса на первой линии

Рисунок
5 – Контрольная карта ![]() - R для
техпроцесса на второй линии
- R для
техпроцесса на второй линии
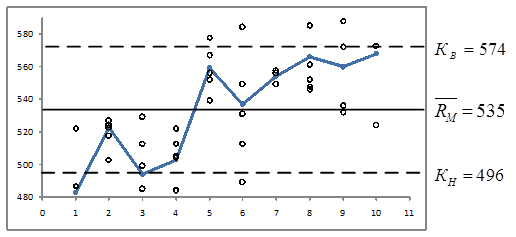
Рисунок 6 – Контрольная карта RМ - R для техпроцесса на второй линии

Рисунок 7 – Контрольная карта Me - R для техпроцесса на второй линии
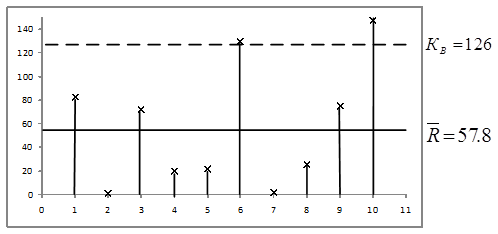
Рисунок 8 – Контрольная карта R для техпроцесса на второй линии
Рисунок
9 – Контрольная карта ![]() - R для
техпроцесса на третьей линии
- R для
техпроцесса на третьей линии
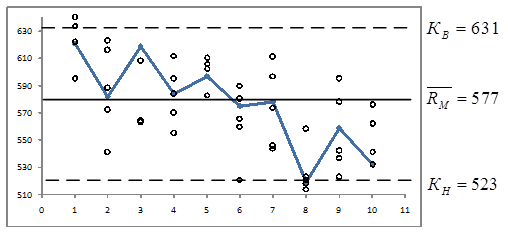
Рисунок 10 – Контрольная карта RМ - R для техпроцесса на третьей линии

Рисунок 11 – Контрольная карта Me - R для техпроцесса на третьей линии

Рисунок 12 – Контрольная карта R для техпроцесса на третьей линии
Вывод:в ходе выполнения работы были построены технологические карты для технологических процессов на трех линиях. Из анализа карт следует, что техпроцесс на первой линии идет стабильно: точки на картах не выходят за границы регулирования и располагаются равномерно от средней линии. Техпроцессы на второй и третьей линиях являются нестабильными, так как точки на картах располагаются преимущественно по одну сторону от средних значений, и имеются точки, которые выходят за границы регулирования.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.