ОРГАНИЗАЦИЯ РАБОТЫ УЧАСТКА
1. Выбор и обоснование формы организации производства на участке
Формы организации производственных процессов весьма многообразны. Эти формы определяются различными факторами, наиболее важными из которых являются:
- объем выпуска продукции
- размеры цехов и участков;
- технология производства;
- номенклатура продукции;
- трудоемкость выполнения операций.
Поскольку в указанные в задании трудоемкости операций различаются между собой довольно значительно, то в качестве формы организации производственного процесса выбираем однопредметную прерывную поточную линию.
2. Расчет эффективного фонда времени единицы оборудования
Фэф=( Кп·Тп+ Кс·Тс)·Ксм·(1- Кпр)=(65·8+1·7)·2·(1-0)=1054 часа,
где Кп=65 – количество полных рабочих дней в четвертом квартале 1999 года;
Кс=1 – количество сокращенных (предпраздничных) рабочих дней в том же квартале;
Тп=8 часов – продолжительность полной рабочей смены;
Тс=7 часов – продолжительность сокращенной рабочей смены;
Ксм=2 – количество смен работы;
Кп – коэффициент потерь на ремонт оборудования. Оборудование простое, поэтому время на ремонт можно принять равным нулю, т.е. Кп =0.
3. Расчет поточной линии
Плановый выпуск за квартал:
Nкв=(Суч·Фэф·Квн) /tизд=(33·1054·1) /1,012=34370 шт,
где Суч=33 – количество рабочих мест на участке;
Квн=1 – коэффициент выполнения норм;
tизд=0,29438+0,09902+0,16208+0,32804+0,12848=1,012 часа – затраты времени на 1 изделие.
Ритм поточной линии:
r=Фэф /Nкв=1054·60 /34270=0,031часа=1,84 минут.
Количество рабочих мест при условии их наиболее полной загрузки:
C=Σti /R·Квн= 1,012 /0,031·1=33.
Количество рабочих мест и коэффициенты загрузки оборудования определяются как: Ci=ti /R·Квн; Кзi=Ci /Cпрi.
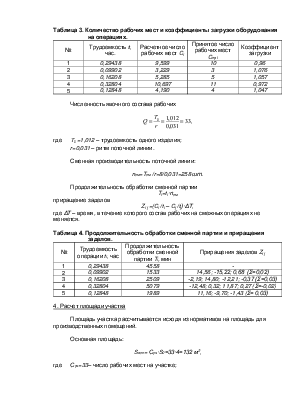
Таблица 3. Количество рабочих мест и коэффициенты загрузки оборудования на операциях.
|
№ |
Трудоемкость ti, час. |
Расчетное число рабочих мест Ci |
Принятое число рабочих мест Cпрi |
Коэффициент загрузки |
|
1 |
0,29438 |
9,599 |
10 |
0,96 |
|
2 |
0,09902 |
3,229 |
3 |
1,076 |
|
3 |
0,16208 |
5,285 |
5 |
1,057 |
|
4 |
0,32804 |
10,697 |
11 |
0,972 |
|
5 |
0,12848 |
4,190 |
4 |
1,047 |
Численность явочного состава рабочих
 ,
,
где ![]() =1,012 – трудоемкость
одного изделия;
=1,012 – трудоемкость
одного изделия;
r=0,031 – ритм поточной линии.
Сменная производительность поточной линии:
nсм=Tсм /r=8/0,031=258 шт.
Продолжительность обработки сменной партии
Ti=ti·nсм
приращение заделов
Zi j =(Ci /ti – Cj /tj)·ΔT,
где ΔT – время, в течение которого состав рабочих на смежных операциях не меняется.
Таблица 4. Продолжительность обработки сменной партии и приращения заделов.
|
№ |
Трудоемкость операции ti, час |
Продолжительность обработки сменной партии Ti, мин |
Приращения заделов Zi j |
|
1 |
0,29438 |
4558 |
- |
|
2 |
0,09902 |
1533 |
14,56; -15,22; 0,68 (Σ=0,02) |
|
3 |
0,16208 |
2509 |
-2,19; 14,80; -12,21; -0,37 (Σ=0,03) |
|
4 |
0,32804 |
5079 |
-12,48; 0,32; 11,87; 0,27 (Σ=-0,02) |
|
5 |
0,12848 |
1989 |
11,16; -9,70; -1,43 (Σ= 0,03) |
4. Расчет площади участка
Площадь участка рассчитывается исходя из нормативов на площадь для производственных помещений.
Основная площадь:
Sосн= Суч·S0=33·4=132 м2,
где Суч=33– число рабочих мест на участке;
S0=4 м2 – норма площади для одного рабочего места.
Вспомогательная площадь (составляет 40% от основной):
Sвсп=0,4·Sосн=0,4·132=52,8 м2.
Остальная площадь (10% от суммы двух предыдущих):
Sост=0,1·(Sосн+ Sвсп)=0,1·(132+52,8)=18,48 м2.
Общая площадь участка сборки:
S= Sосн + Sвсп+ Sост =132+52,8+18,48=203,28 м2.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.