предельные отклонения центров отверстий относительно узлов коор-динатной сетки должны составлять ±0,015 мм;
отсутствие деструкции диэлектрика в отверстиях и размазывания (в волакивания) смолы по стенкам отверстий, так как это препятствует дению меди и приведет к разрыву электрической цепи;
точность сверления отверстий ±(0,12 или 0,08) мм.
Диаметр отверстий под металлизацию должен быть примерно на 0,12 мм больше расчетного, чтобы скомпенсировать толщину осаждаемых меда металлорезиста. Сложность выполнения операции связана с обработкой одном технологическом цикле различных по свойствам материалов, как медь, алюминий, стекловолокно, смола и др., для каждого из требуются разные режимы обработки, и существует большое количество факторов, влияющих на качество полученных отверстий.
Кроме того, повышение плотности монтажа, уменьшение ширины проводников, широкое внедрение технологии поверхностного монтажа MПП с числом слоев более 50 приводит к необходимости получения глубо-ких микроотверстий (0 0,1.. .0,3 мм), а также глухих отверстий в МПП. этому все больше ужесточаются требования к оборудованию и технологии их изготовления.
В производстве ПП применяют следующие способы получения тажных и переходных отверстий: сверление на станках с числовым граммным управлением; пробивка (для отверстий, не подлежащих в нейшем металлизации); лазерное сверление (для отверстий малого ра, в том числе глубоких и глухих); травление (для ПП на полиимиде).
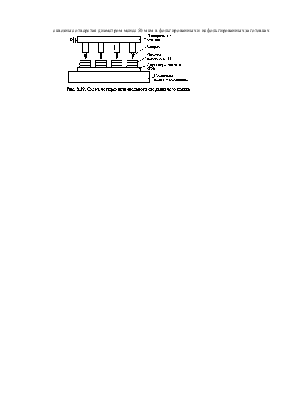
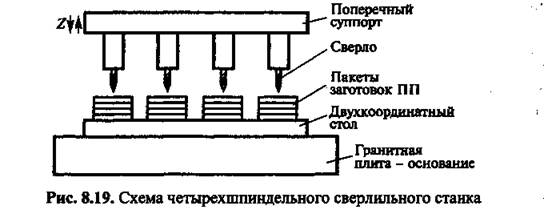
Сверление монтажных и переходных отверстий. На качество ления оказывают влияние конструкция сверлильного станка, геометр» материал сверла, точность позиционирования, способ закрепления ПП на столе станка, скорость резания, точность осевой подачи при сверле обратном ходе сверла, способ удаления стружки и пр. Схема конструкции четырехшпиндельного станка для сверления пакетов заготовок ПП приведе-на на рис. 8.19.
В программах для сверления монтажных и переходных отверстий предусматривается также:
сверление тестовых отверстий на технологическом поле для проверки качества, размера отверстий, степени заточки сверла;
сверление отверстий для совмещения с фотошаблонами, нанесения паяльной маски и обработки по контуру ПП;
автоматическая смена инструмента и программирование подачи, числа оборотов и скорости обратного хода;
программирование по оси Ζ;
совместимость со всеми форматами и системами кодирования.
При сверлении используют шпиндели с воздушными подшипниками и жидкостным охлаждением.
Заготовки ПП, собранные в пакеты по 3 и более штук, скрепленные штифтами или нет, базируют на рабочем столе сверлильного станка. Сверху и снизу заштифтованных пакетов размещают листы гетинакса или алюминия для исключения отрыва фольги при входе и выходе сверла и пр. Алюминиевый материал верхней заготовки действует как втулка для входа сверла под углом 90°, уменьшает заусенцы при сверлении, а также служит теп-лоотводом для предотвращения нагрева эпоксидной смолы внутри отверстия. Заготовки с малым диаметром отверстий (менее 0,3 мм) сверлят по одной или по две.
Сверлильные станки снабжены механизмом автоматической смены сверл после сверления определенного количества отверстий или после запрограммированного числа рабочих ходов. В магазине механизма смены инструментов для каждой сверлильной головки может храниться 100 и более инструментов, что позволяет работать станку несколько часов практически без простоев. Сверла из магазинов извлекаются при помощи пневматических захватов.
Режимами сверления отверстий являются:
скорость резания V— до 180 м/мин;
скорость вращения шпинделя n= 1000... 180 000 об/мин;
подача сверл — 0,02.. .0,05 мм/об.
Режимы сверления зависят от диаметра обрабатываемых отверстий, их значения встраивают в программу сверления. Для сверления отверстий 0 0,1...0,5 мм в ПП со сверхузкими печатными проводниками ^пользуют сверлильные станки со шпинделями на воздушных подшипниках и микро-сверла с точностью ±0,003 мм.
Лазерное сверление. При воздействии излучения на обрабатываемую заготовку ПП происходит испарение или взрывное разрушение материала. Лазерным сверлением в ПП могут быть получены сквозные отверстая диаметром менее 50 мкм в фольгированных и нефольгированных заготовках
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.