
























2. Технологическая часть.
2.1 Служебное назначение маховика.
Основное назначение маховика - это обеспечение равномерности хода двигателя и создание необходимых условий для трогания машин с места. Для тракторных двигателей, работающих обычно с большой нагрузкой, характерен тяжелый разгон машины, поэтому маховик, как правило, имеет максимальный размер.
Маховик воспринимает нагрузку коленчатого вала, и передает через муфту сцепления и коробку передач на дифференциал трактора. Кожух маховика крепится к двигателю, а маховик к фланцу коленчатого вала. Маховик относится к механизму уравновешивания.
С поломкой данного узла дальнейшая эксплуатация самоходной машины невозможна.
2.2 Возможные неисправности и причины их возникновения маховика.
Механические повреждения могут возникнуть от действия ударных нагрузок (трещины, и вмятины кожуха маховика), механическое повреждение венца маховика, в виде износа первоначальных размеров. А также дефекты, возникшие в результате неправильной сборки (несоблюдения посадок в сопряжениях, перекос махового колеса при сборке, превышение момента затяжки болтов).
2.3 технические условия на капитальный ремонт маховика.
2.3.1. технические условия и требования к сборке маховика.
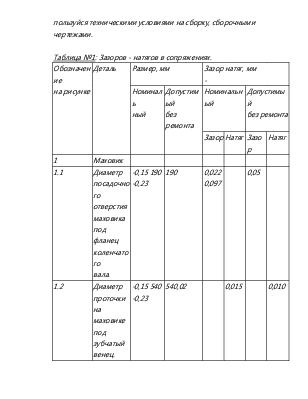
Прежде чем приступить, к сборке данного узла необходимо провести дефектовку всех деталей. Нормальный диаметр посадочного отверстия
+ 0,045
маховика под фланец коленчатого вала 190 мм. Посадка маховика на фланце коленчатого вала с зазором 0,022 - 0,097 мм. Номинальный размер
-0Л5
диаметра проточки на маховике под зубчатый венец 540 мм. Нормальные
-0.23
биения относительно оси посадочного отверстия под фланец коленчатого вала+0,045
(диаметр 190 мм ) равны: цилиндрической поверхности под венец не более 0,08 мм, торцовой поверхности под венец не более 0,1 мм, торцовой привалочной поверхности обода маховика не более 0,2 мм; торцевое биение обода маховика не
более 0,3 мм. Риски с метками ВМТ расположены в одной плоскости, проходящей+0,023
через оси двух диаметрально противоположных отверстий диметром 20 мм под болты крепления маховика к коленчатому валу.
Статическая несбалансированность маховика относительно оси не более 150 гсм. При балансировке можно сверлить не более шести отверстий диаметром 25 мм и глубиной не более 50мм на расстоянии 210 мм от оси. Расстояние между крайними отверстиями не менее 10 мм.
Венец маховика изготовлен из стали 40 Г. рабочая поверхность зубьев, впадин и затыловая часть на торцах зубьев цементированы на глубину 0,8 - 1,2 мм. Остальные поверхности предохранены от цементации. После цементации и закалки твердость рабочих поверхностей зубьев не менее 429 единиц по Бринеллю (диаметр отпечатка 2,95 мм). Поверхности зубьев должны быть чистыми, без забоин, глубоких рисок и следов черновой нарезки. Внутренний посадочный
+0,120 +0,120
диаметр венца (до термической обработки) 540 мм, а наружный 618,09 мм. Параметры зубчатого венца маховика: модуль 4,25; угол зацепления 20 коэффициент высоты 0,7647; толщина зуба на средней линии зацепления 6,67 мм; число зубьев 139; толщина зуба на дуге делительной окружности 6,908 мм; угол наклона зуба к делительной окружности 15; направление наклона левое-0,25
отклонение основного шага _+ 0,3 мм. Нормальная толщина зуба по зубомеру 6,67-0,35мм при установке зубомера по высоте на 4,27 мм; допустимая; без ремонта толщина зуба не менее 6 мм. При большем износе венец маховика повертывают на 180 градусов и напрессовывают на маховик другой стороной. Отклонение от перпендикулярности внутренней поверхности венца относительно боковой не более 0,1 мм на длине 26мм.
Неплоскостность боковых поверхностей венца не более 2мм. Эллипсность внутреннего отверстия венца маховика после термической обработки не более 2мм при условии, что средний арифметический размер из пяти замеров находится в -0,2 пределах 540 мм .-0,8
Для установки на маховик венец нагревают до температуры 150 градусов и, не давая ему остыть, насаживают на маховик. Перед посадкой венца в маховик ввертывают направляющую шпильку с наружным диаметром, равным диаметру болта крепления маховика напрессовывают на маховик до упора в торец проточки. Если при посадке венца использовать старые резьбовые отверстия в маховике невозможно, смешают отверстия вмаховике относительно отверстий в венце на величину не менее одного диаметра отверстия, просверливают в ободе маховика через отверстия в венце десять новых отверстий на глубину не более 52 мм и нарезают в них резьбу М1Ох1,5 глубиной 45мм.
Кожух маховика изготовлен из серого чугуна СЧ 18-36. непараллельность при вал очных поверхностей кожуха относительно друг друга не более 0.3 мм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.