4. РАСЧЕТ ЭЛЕКТРОДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК ПАССИВНОГО ПЕРЕИЗЛУЧАТЕЛЯ, ИЗГОТОВЛЕНИЕ МАКЕТА, ИЗМЕРЕНИЕ ХАРАКТЕРИСТИК.
4.1 Расчет электродинамических характеристик пассивного переизлучателя.
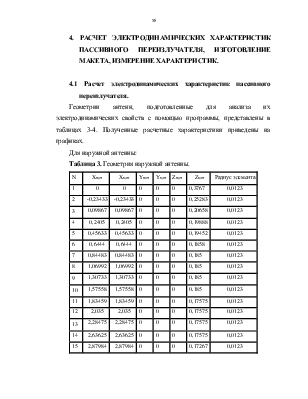
Геометрии антенн, подготовленные для анализа их электродинамических свойств с помощью программы, представлены в таблицах 3-4. Полученные расчетные характеристики приведены на графиках.
Для наружной антенны:
Таблица 3. Геометрия наружной антенны.
|
N |
Xнач |
Xкон |
Yнач |
Yкон |
Zнач |
Zкон |
Радиус элемента |
|
|
1 |
0 |
0 |
0 |
0 |
0 |
0,3767 |
0,0123 |
|
|
2 |
-0,23433 |
-0,23433 |
0 |
0 |
0 |
0,25283 |
0,0123 |
|
|
3 |
0,09867 |
0,09867 |
0 |
0 |
0 |
0,20658 |
0,0123 |
|
|
4 |
0,2405 |
0,2405 |
0 |
0 |
0 |
0,19888 |
0,0123 |
|
|
5 |
0,45633 |
0,45633 |
0 |
0 |
0 |
0,19452 |
0,0123 |
|
|
6 |
0,6444 |
0,6444 |
0 |
0 |
0 |
0,1858 |
0,0123 |
|
|
7 |
0,84483 |
0,84483 |
0 |
0 |
0 |
0,185 |
0,0123 |
|
|
8 |
1,06992 |
1,06992 |
0 |
0 |
0 |
0,185 |
0,0123 |
|
|
9 |
1,30733 |
1,30733 |
0 |
0 |
0 |
0,185 |
0,0123 |
|
|
10 |
1,57558 |
1,57558 |
0 |
0 |
0 |
0,185 |
0,0123 |
|
|
11 |
1,83459 |
1,83459 |
0 |
0 |
0 |
0,17575 |
0,0123 |
|
|
12 |
2,035 |
2,035 |
0 |
0 |
0 |
0,17575 |
0,0123 |
|
|
13 |
2,28475 |
2,28475 |
0 |
0 |
0 |
0,17575 |
0,0123 |
|
|
14 |
2,63625 |
2,63625 |
0 |
0 |
0 |
0,17575 |
0,0123 |
|
|
15 |
2,87984 |
2,87984 |
0 |
0 |
0 |
0,17267 |
0,0123 |
|
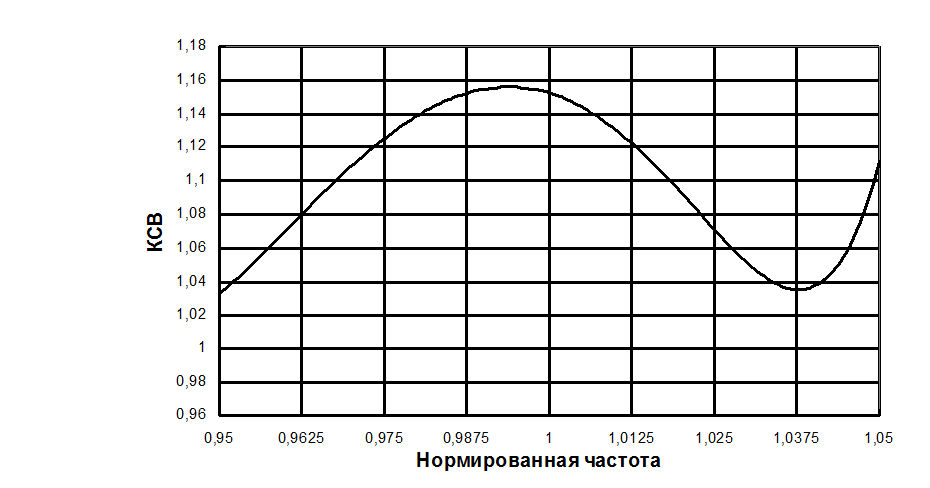
Рис. 9. Зависимость КСВ от нормированной
частоты (fнорм=925
МГц) .
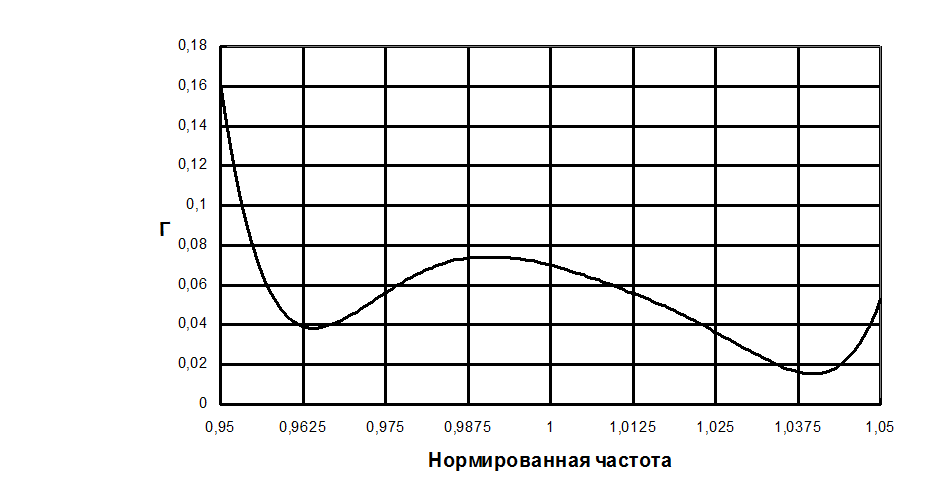
Рис.10. Зависимость модуля коэффициента
отражения от нормированной частоты (fнорм=925 МГц).
|
|
|
Рис.12. Нормированная
диаграмма направленности в меридианальной и азимутальной плоскостях (![]() ) на частоте f=878.75 МГц.
) на частоте f=878.75 МГц.
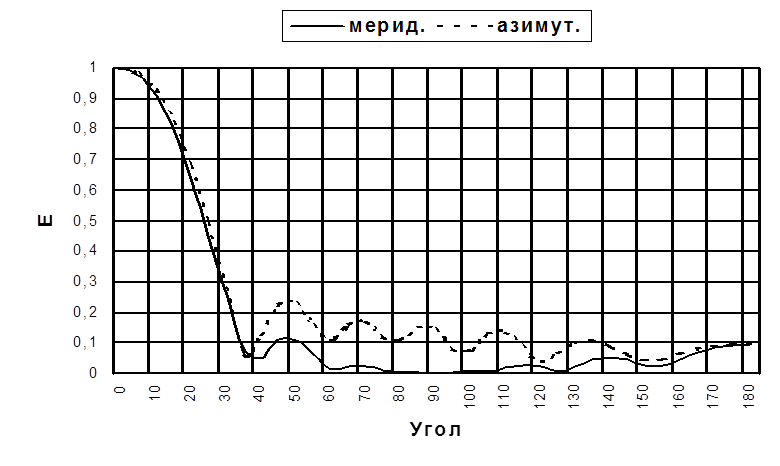 |
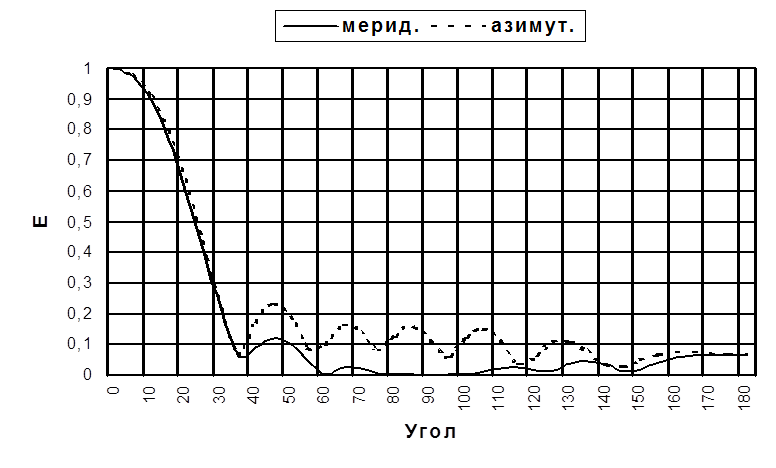
Рис.14. Нормированная диаграмма направленности
в меридианальной и азимутальной плоскостях (![]() )
на частоте f=925 МГц.
)
на частоте f=925 МГц.
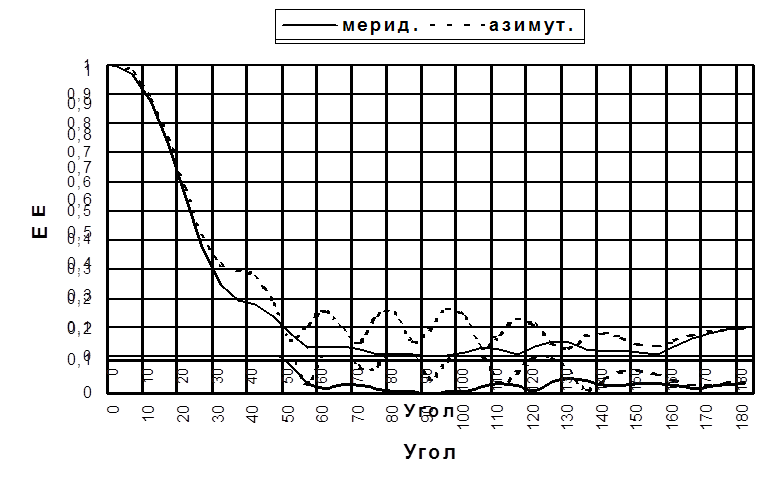 |
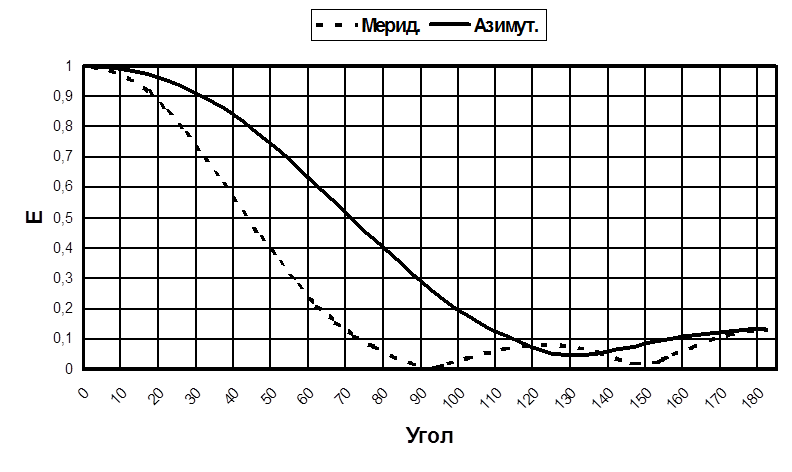
Рис.16. Нормированная
диаграмма направленности в миридианальной и азимутальной плоскостях (![]() ) на частоте f=971.25 МГц.
) на частоте f=971.25 МГц.
 |
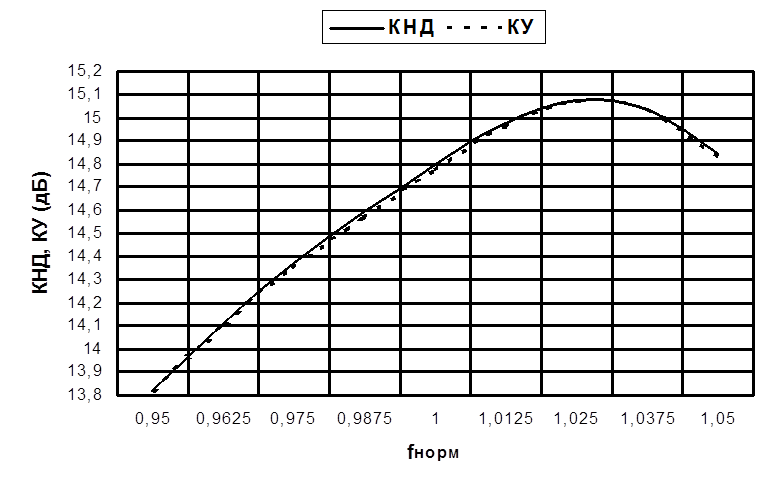 |
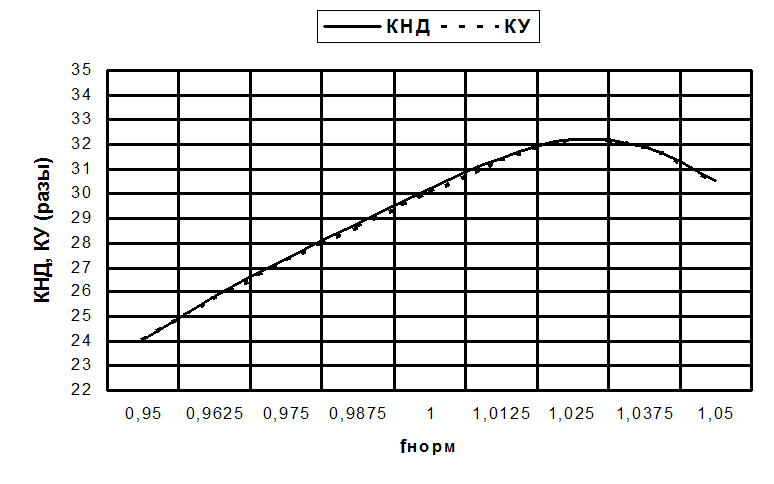
Рис.18. Зависимость КНД и КУ от нормированной частоты
(fнорм=925 МГц).
Для внутренней антенны:
Таблица 4. Геометрия внутренней антенны.
|
N |
Xнач |
Xкон |
Yнач |
Yкон |
Zнач |
Zкон |
Радиус элемента |
|
1 |
0 |
0 |
0 |
0 |
0 |
0,37670 |
0,0123 |
|
2 |
-0,23433 |
-0,23433 |
0 |
0 |
0 |
0,25283 |
0,0123 |
|
3 |
0,09867 |
0,09867 |
0 |
0 |
0 |
0,20658 |
0,0123 |
|
4 |
0,2405 |
0,2405 |
0 |
0 |
0 |
0,18000 |
0,0123 |
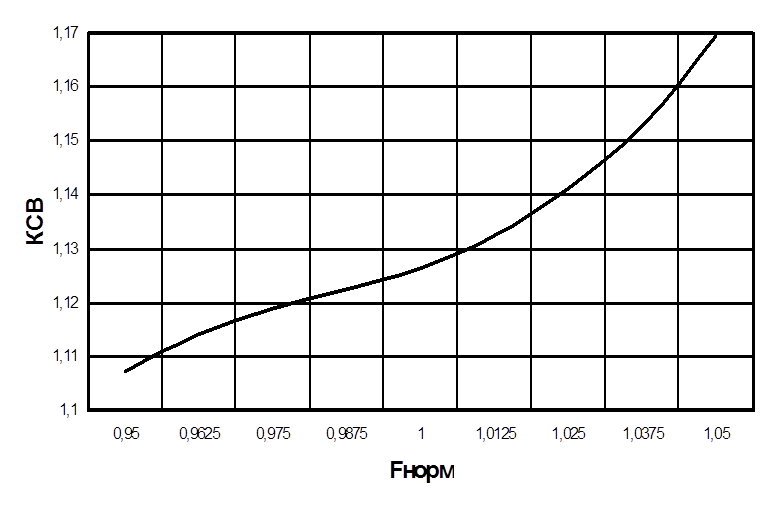
Рис.19. Зависимость КСВ от нормированной частоты
(Fнорм=925 МГц).
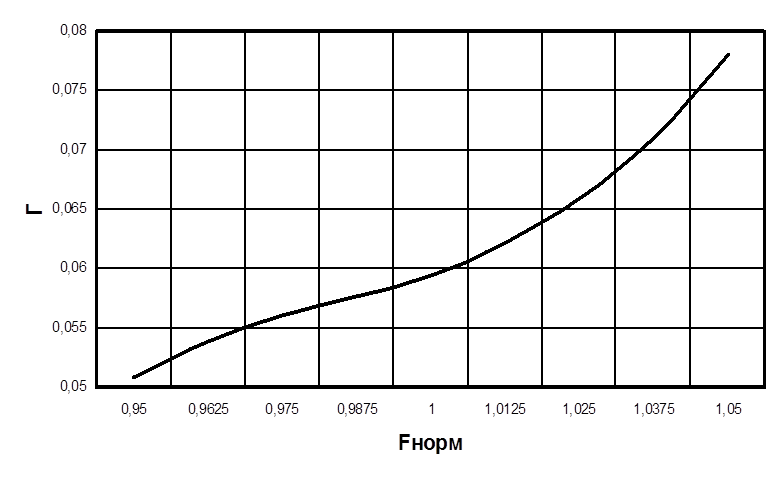
Рис.20. Зависимость коэффициента отражения от
нормированной 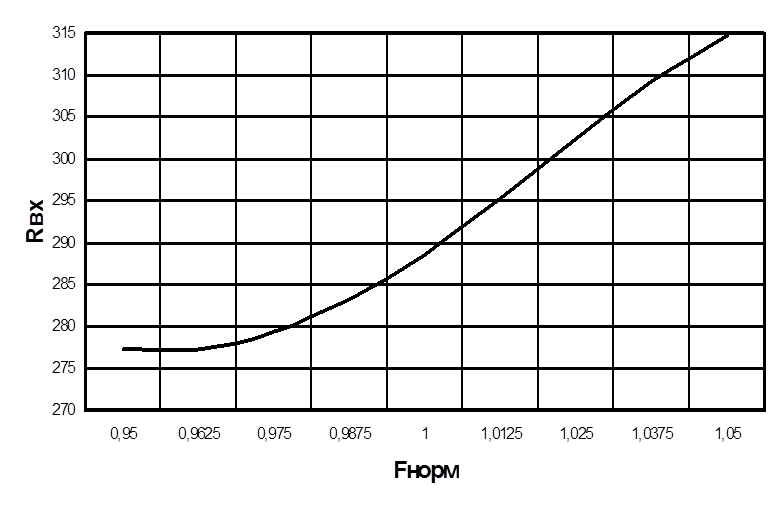
частоты (Fнорм=925 МГц).
Рис.21. Зависимость входного сопротивления от нормированной частоты (Fнорм=925 МГц).
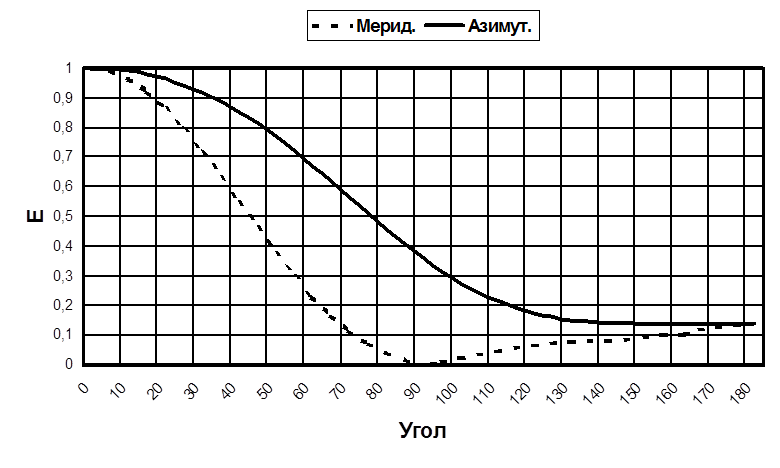
Рис.22. Нормированная диаграмма
направленности на частоте f=878,75
МГц.
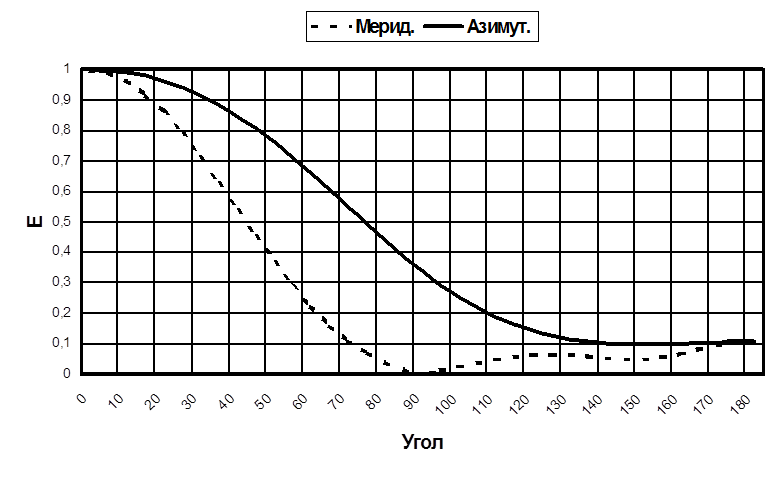
Рис.23. Нормированная диаграмма
направленности на частоте f=901,875 МГц.
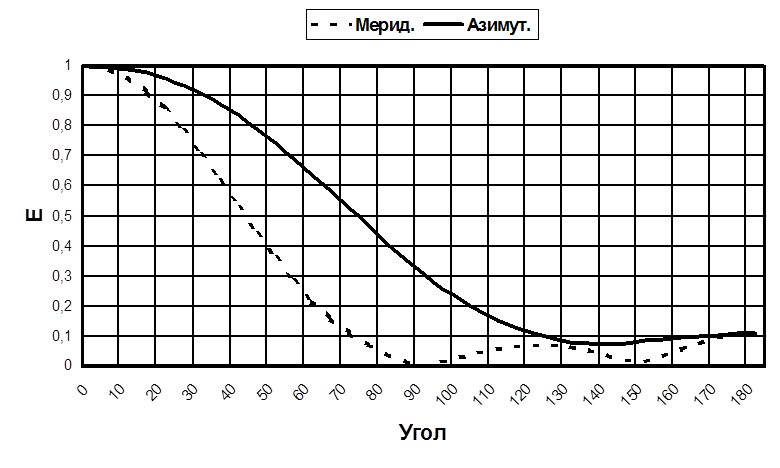
Рис.24. Нормированная диаграмма
направленности на частоте
f=925 МГц.
Рис.25. Нормированная диаграмма направленности на частоте f=948,125 МГц.
Рис.26. Нормированная диаграмма
направленности на частоте f=971,25 МГц.
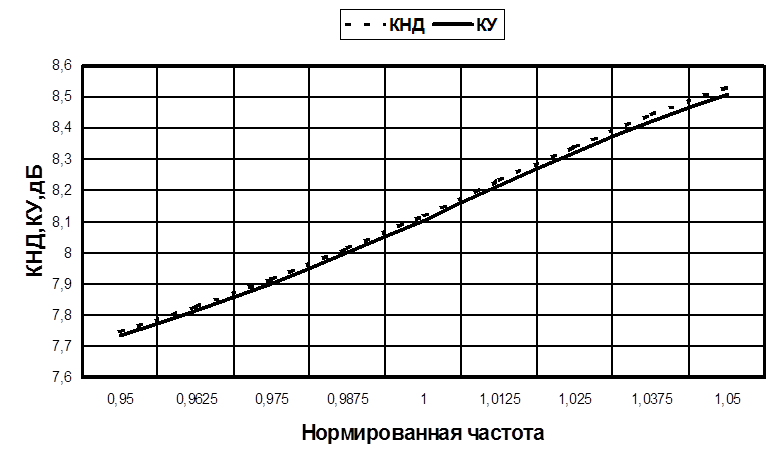
Рис.27. Зависимость КНД и КУ от нормированной частоты
(fнорм=925 МГц).
4.2. Изготовление макета.
Пассивный переизлучатель состоит из двух антенн: наружной и внутренней. Наружная директорная антенна состоит из следующих основных деталей: несущей стрелы, вибраторов, различных крепежных приспособлений. В качестве материала для изготовления вибраторов и несущей стрелы будем использовать алюминиевые трубки. При изготовлении директорных антенн широко применяются различные алюминиевые сплавы: АМц, Д1, Д16, Амг2Н, Амг16, АД-31. Материалы из мягкого сплава Амц очень пластичны, легко поддаются гибки и сварке, однако детали из этого материала легко деформируются под действием нагрузок. Материалы из сплавов Д1 и Д16 имеют высокую механическую прочность, однако гибка и сварка деталей затруднительна. Наилучшими качествами для изготовления антенн обладают материалы из сплавов Амг2Н и АМг16 , имеющие высокую механическую прочность в сочетании с пластичностью. Эти материалы легко поддаются гибки и хорошо свариваются. Вибраторы наружной антенны выполнены из трубок алюминиевого сплава Амг2Н диаметром 8 мм и с толщиной стенок 1 мм.
При выборе материалов для крепежа необходимо помнить, что некоторые из них при непосредственном контакте образуют недопустимую электрохимическую пару, приводящую к постепенному разрушению деталей в месте контакта. Это явление сказывается особенно сильно при повышенной влажности и в условиях морского климата. В соответствии с требованием ГОСТ 11289-80 все металлические части антенны должны иметь противокоррозийную защиту. Для районов суши, кроме районов с очень холодным климатом ( общеклиматическое исполнение ) крепежное приспособление должно быть хромировано.
Весь процесс изготовления пассивного переизлучателя состоит из двух частей: заготовительная часть и сборочная часть. Наиболее трудоемкая часть – это заготовительная, так как необходимо изготовить все элементы конструкции. На сборочном этапе все эти элементы соединяются в единое целое. Содержание операций, их последовательность и количество зависят от требований к изготовлению деталей и типа производства.
Практически всегда существует несколько технически возможных реализаций отдельных операций для определенных условий производства, из которых можно определить доминирующий экономически целесообразный вариант.
Металлические крепежные приспособления ( фигурные планки, крестообразные соединители и т.д. ) изготавливаются методом холодной штамповки.
Все методы формообразования, вне зависимости от физической природы исходных материалов, могут быть отнесены к трем основным группам: штамповке и другим сходным с ней методам обработки давлением, различным методам прессования и литья.
Все перечисленные методы характеризуются:
![]() высокой
производительностью;
высокой
производительностью;
![]() малой
трудоемкостью;
малой
трудоемкостью;
![]() относительно
высокой и почти постоянной точностью;
относительно
высокой и почти постоянной точностью;
![]() возможность
полной автоматизации.
возможность
полной автоматизации.
Совокупным результатом перечисленных достоинств является высокая экономическая эффективность методов, проявляющаяся в условиях серийного и, в особенности, массового производства.
Горячее прессование пластмасс – это основной способ изготовления деталей из сырьевых термореактивных пластмасс. В качестве универсального оборудования, являющегося источником внешнего давления, используют гидравлические прессы различного конструктивного оформления. Процесс формообразования осуществляется в пресс-формах, выполняющих функции специального технологического оснащения. Используют два способа прессования: прямое и литьевое. Прямое прессование является простым и дешевым способом изготовления пластмассовых деталей несложной конфигурации. Пресс-материал в необходимом количестве размещается в загрузочной камере являющейся продолжением полости нижней полуформы. Нагреваясь от стенок пресс-материал переходит в пластичное состояние и формообразование детали происходит при полном смыкании полуформ. Нижняя полуформа называется матрицей, верхняя ( подвижная ) – пуансоном. Матрица является элементом, в котором прессуемые детали приобретают заданную форму. Очертание оформляющее полость матрицы соответствует наружной конфигурации прессуемой детали. Пуансон обеспечивает передачу давления на пресс-материал, находящийся в загрузочной камере, и оформляет внутреннюю и верхнюю поверхность детали. Для устранения излишков материала при прессовании между пуансоном и матрицей предусматривают кольцевой зазор 0,05-0,1 мм., а также специальные канавки на пуансоне. Из-за усадки детали при остывании она остается в полуформе с наибольшим количеством отступов. Для снятия детали с пуансона используются съемники, для извлечения из матрицы – выталкиватель.
4.3. Измерение электродинамических характеристик пассивного переизлучателя.
Экспериментальное измерение характеристик пассивного переизлучателя, сконструированного по рассчитанным с помощью программы геометрическим размерам, проводилось на комплекте измерительной аппаратуры Р4-11. Данный комплект аппаратуры позволяет измерять входные характеристики антенн (комплексное входное сопротивление, коэффициент стоячей волны) в диапазоне частот от 20 МГц до 1,2 ГГц, что полностью перекрывает весь рабочий диапазон частот разработанного переизлучателя.
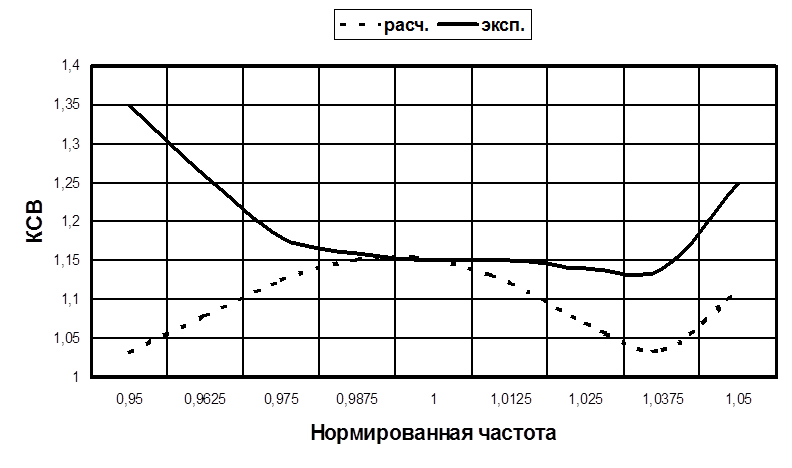
Рис.28. Экспериментальная и расчетная
зависимости КСВ от нормированной частоты (fнорм=925 МГц).
Экспериментальное измерение коэффициента усиления и диаграммы направленности не имеет смысла, так как расчетные и экспериментальные значения КСВ оказались достаточно близкими друг к другу, то на этом основании можно сделать вывод, что коэффициент усиления и диаграмма направленности изготовленной наружной антенны также будут совпадать с расчетными значениями.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.