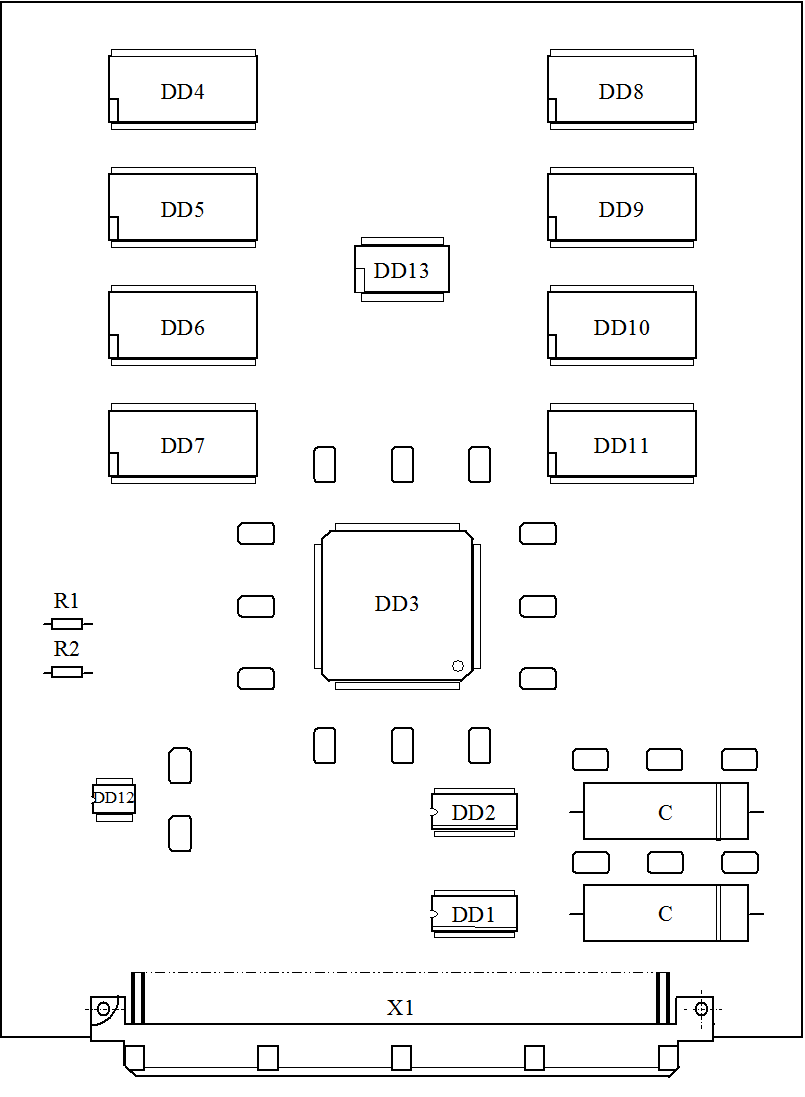
 Рис.6.3.1 Размещение элементов схемы на плате
Рис.6.3.1 Размещение элементов схемы на плате
6.4. Технология монтажа печатной платы
Технологии сборки аппаратуры уделяется достаточно много внимания. Это объясняется высокой удельной трудоемкостью сборочных процессов, а также значительным влиянием сборочных операций на выходные параметры изделия. Сборочные работы в зависимости от конструкции изделия и масштаба производства иногда составляют 30-40% от общей трудоемкости изготовления.
Порядок сборки состоит из нескольких ниже перечисленных этапов.
1. Механический монтаж, который производится в следующей последовательности:
а) выполнение неподвижных соединений деталей и узлов с шасси устройства;
б) установка крепежных металлических изделий;
в) механическая установка радиотехнических деталей на шасси устройства;
г) контроль механического монтажа.
2. Электрический монтаж, проводимый в следующей последовательности:
а) производство заготовительных электромонтажных операций;
б) установка навесных радиодеталей на платах;
в) узловая сборка и электрический монтаж;
г) сборка узлов на шасси и межузловой электрический монтаж;
д) контроль и регулировка устройства.
3. Общая сборка готового изделия.
При изготовлении аппаратуры методом печатного монтажа соединительные проводники наносят на изолированное основание. Печатный монтаж по сравнению с навесным обладает рядом преимуществ:
· возможность механизированного изготовления печатных схем,
· точное воспроизведение печатных схем,
· значительное снижение веса и размеров аппаратуры,
· увеличение надежности аппаратуры.
Для печатных схем процесс пайки можно легко механизировать методом погружения, волной припоя и т. д.
Аппаратура, выполненная методом печатного монтажа, обладает рядом преимуществ:
· лучшая ремонтопригодность,
· возможность применения широкой унификации и стандартизации функциональных схем,
· возможность использования микроминиатюрных цифровых устройств,
· возможность применения автоматизации производственных процессов.
6.5. Операционно-технологическая карта монтажа печатной платы
Таблица 6.5.
|
Наименование операции и ее содержание |
Оборудование |
Разряд |
Тшт, мин |
Инструменты и приспособления |
|
1 |
2 |
3 |
4 |
5 |
|
1. Промывочная 1.1.Взять марлю, смочить в растворителе и обезжирить места пайки на плате |
Стол |
III |
0.4 |
Марля, пинцет, растворитель |
|
2. Монтажная 2.1.Ножницами вырезать прокладки под конденсаторы из лакоткани. 2.2.Кисточкой нанести клей на лакоткань, после этого прижать к плате. |
Стол |
III |
0.45 |
Ножницы, лакоткань, кисточка, клей БФ-2 |
|
3. Контрольная 3.1.Определяется работоспособность микросхем. |
Стол, прибор для проверки |
V |
0.4 |
|
|
4. Монтажная 4.1.Формируются выводы всех микросхем. |
Стол |
IV |
0.4 |
Приспособление для формовки |
|
5. Сборочная 5.1.Отформированные микросхемы облудить, вставить в соответствии с ключом и опаять с двух сторон. |
Стол |
V |
4 |
Паяльная станция, паяльник, флюс, припой ПОС-61, браслет ГОСТ21931-76 |
|
6. Контрольная 6.1.Проверка конденсаторов. |
Стол, прибор для проверки |
V |
0.4 |
|
|
1 |
2 |
3 |
4 |
5 |
|
7. Монтаж 7.1.Загнуть выводы конденсаторов под углом 90°. 7.2.Длину выводов оставить до 2 см, остальное откусить. |
Стол |
III |
0.2 |
Пинцет, кусачки |
|
8. Сборочная 8.1.Расположить конденсатор на плате и вставить в монтажные отверстия. 8.2.Опаять выводы с двух сторон. |
Стол |
V |
3 |
Паяльник, флюс, припой ПОС-61, пинцет |
|
9. Контрольная 9.1.Проверка резисторов |
Стол, прибор для проверки |
III |
0.2 |
|
|
10.Монтажная 10.1.Согнуть выводы резистора под углом 90°. 10.2.Длину выводов оставить равной 7 мм, остальное откусить. |
Стол |
III |
0.2 |
Пинцет, кусачки |
|
11. Сборочная 11.1.Облудить выводы резисторов. 11.2.Вставить резистор в отверстия платы и опаять с двух сторон. 11.3.Отмерить необходимую длину проводников. 11.4.Снять 3 мм изоляции с конца проводника. 11.5.Облудить проводник и припаять. |
Стол |
V |
3 |
Паяльник, флюс, припой ПОС-61, кусачки, пинцет, нож |
|
12. Монтажная 12.1.Согнуть выводы разъема под углом 90° в следующем порядке: · ряд А на расстоянии 2 мм от корпуса; · ряд В на расстоянии 5 мм; · ряд С – 8 мм. |
Стол |
III |
5 |
Пинцет, линейка, формовка |
|
13. Сборочная 13.1.Вставить разъем в отверстие на плате и опаять с двух сторон. 13.2.Откусить выступающие выводы. |
Стол |
V |
5 |
Паяльник, припой ПОС-61, флюс. Отвертка, плоскогубцы. Кусачки. |
|
14. Промывочная 14.1.Марлей, смоченной в растворителе, удалить излишки флюса. |
Стол |
III |
0.2 |
Марля, растворитель, пинцет |
|
15. Маркировочная 15.1.Пером наносятся надписи позиций. |
Стол |
III |
0.3 |
Перо, краска МКЭ4 черная по ОСТ4 ГО.054.205. |
|
1 |
2 |
3 |
4 |
5 |
|
16. Лакировочная 16.1.Цифровую ячейку покрыть лаком кроме разъема. |
Стол |
III |
0.2 |
Кисточка, лак УР-231 ТУ 6-10-863-76С3А. |
|
17. Сушильная 17.1.Поместить ячейку в печь. |
Печь |
III |
8 |
|
|
18. Контрольная |
Стол, контрольный прибор |
V |
1 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.