

























УДК 629.7.064.5
Инв. № ________
«Харьковский авиационный институт»
Кафедра 204
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту по курсу
«Технология производства ПУ и ЭУ»
204. 450.06.ПЗ.00
Выполнила: ст. 450 гр.
Консультант: доц. каф. 204
Харьков
2010
32 страницы, 5 рисунков, 1 приложения, 5 источников, 6 таблиц.
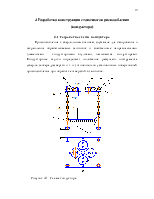
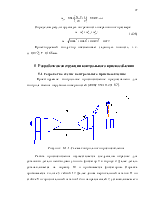
Цель работы – спроектировать станочное приспособление для обработки отверстий на вертикально-сверлильном станке детали корпуса катода, а также разработать контрольное оборудование, с помощью которого возможно измерение перпендикулярности торца относительно оси симметрии.
Исходными данными является рабочий чертёж корпуса катода.
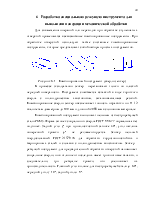
Результатами данной работы являются сборочные чертежи станочного приспособления (кондуктора) и контрольного приспособления, чертеж режущего комбинированного инструмента (сверло-зенкер), расчеты на точность данных устройств и силовой расчет кондуктора.
КОРПУС КАТОДА, ДЕТАЛЬ, ЗАГОТОВКА, РЕЖУЩИЙ ИНСТРУМЕНТ, РЕЖИМЫ РЕЗАНЬЯ, СВЕРЛО, УСИЛИЕ, СТАНОЧНОЕ ПРИСПОСОБЛЕНИЕ, КОНТРОЛЬНОЕ ПРИСПОСОБЛЕНИЕ, КОНДУКТОР, КОЭФФИЦИЕНТ ИСПОЛЬЗОВАНИЯ МАТЕРИАЛА, ПОГРЕШНОСТЬ УСТАНОВКИ, ПОГРЕШНОСТЬ БАЗИРОВАНИЯ, ПОГРЕШНОСТЬ ПРИСПОСОБЛЕНИЯ
Оглавление
Реферат. 2
Содержание. 3
Введение. 4
Перечень условных обозначений и сокращений.. 5
1 Назначение, условия работы и анализ технологичности.. 6
детали. 6
Выбор вида и метода изготовления заготовки: 6
2 Составление плана определение последовательности.. 10
обработки поверхностей детали: 10
3 Разработка операции (030) обработки детали.. 13
4 Разработка конструкции станочного приспособления.. 19
(кондуктора) 19
5 Разработка конструкции контрольного приспособления.. 27
6 Разработка специального режущего инструмента для.. 29
выполнения операции механической обработки.. 29
Выводы... 30
Перечень ссылок.. 31
Перечень документации.. 32
Усовершенствование конструкций, а также понижение себестоимости рассматриваемого процесса во многом зависит от технологии получения данного изделия, которое подразумевает такие факторы: трудоёмкость, сложность изготовления, стоимость заготовки, и т. д. Среди всех видов технологических процессов наиболее сложными и трудоёмкими являются технологические процессы механической обработки заготовок, а также контроль операции при обработке.
Разрабатываемые процессы должны обеспечить повышение производительности труда и качества изделий при одновременном снижении материальных и трудовых затрат на их изготовление.
В машиностроении показатели качества весьма тесно связаны с точностью обработки деталей машин. Полученные при обработке размер, форма и расположение элементарных поверхностей определяют фактические зазоры и натяги в соединениях деталей машин, а, следовательно, технические параметры продукции, влияющие на её качество (например, мощность двигателей, точность станков), надежность и экономические показатели производства и эксплуатации.
К.п.д. – коэффициент полезного действия,
![]() - предел
прочности, МПа,
- предел
прочности, МПа,
![]() -
предел текучести, МПа,
-
предел текучести, МПа,
![]() - уровень технологичности детали по
точности обработки поверхности,
- уровень технологичности детали по
точности обработки поверхности,
![]() - уровень технологичности по
шероховатости поверхности,
- уровень технологичности по
шероховатости поверхности,
![]() - средняя арифметическая
шероховатость изделия,
- средняя арифметическая
шероховатость изделия,
![]() - коэффициент использования
материала,
- коэффициент использования
материала,
![]() -
скорость резания, м/мин,
-
скорость резания, м/мин,
![]() - общий
поправочный коэффициент на скорость резания, учитывающий фактические условия
резания.
- общий
поправочный коэффициент на скорость резания, учитывающий фактические условия
резания.
![]() -
расчётная частота вращения шпинделя, об/мин,
-
расчётная частота вращения шпинделя, об/мин,
![]() -
действительная скорость резания, м/мин,
-
действительная скорость резания, м/мин,
![]() -
продольная подача, мм/мин,
-
продольная подача, мм/мин,
![]() -
осевая сила резания, Н,
-
осевая сила резания, Н,
![]() -
эффективной мощности резания, кВт,
-
эффективной мощности резания, кВт,
![]() -
диаметр отверстия, мм,
-
диаметр отверстия, мм,
![]() -
крутящий момент,
-
крутящий момент, ![]() ,
,
![]() - мощность резания, кВт.
- мощность резания, кВт.
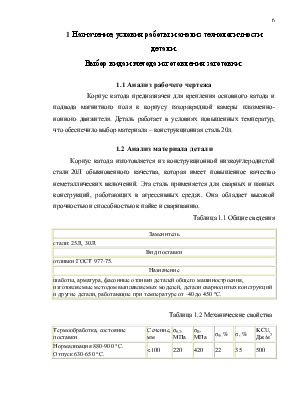
1.1 Анализ рабочего чертежа
Корпус катода предназначен для крепления основного катода и подвода магнитного поля к корпусу газоразрядной камеры плазменно-ионного движителя. Деталь работает в условиях повышенных температур, что обеспечило выбор материала – конструкционная сталь 20л.
1.2 Анализ материала детали
Корпус катода изготовляется из конструкционной низкоуглеродистой стали 20Л обыкновенного качества, которая имеет повышенное качество неметаллических включений. Эта сталь применяется для сварных и паяных конструкций, работающих в агрессивных средах. Она обладает высокой прочностью и способностью к пайке и свариванию.
Таблица 1.1 Общие сведения
|
Заменитель |
|
стали: 25Л, 30Л. |
|
Вид поставки |
|
отливки ГОСТ 977-75. |
|
Назначение |
|
шаботы, арматура, фасонные отливки деталей общего машиностроения, изготовляемые методом выплавляемых моделей, детали сварнолитых конструкций и другие детали, работающие при температуре от -40 до 450 °С. |
Таблица 1.2 Механические свойства
|
Термообработка, состояние поставки |
Сечение, мм |
σ0,2, МПа |
σB, МПа |
σ5, % |
σ, % |
KCU, Дж/м2 |
|
Нормализация 880-900 °С. Отпуск 630-650 °С. |
<100 |
220 |
420 |
22 |
35 |
500 |
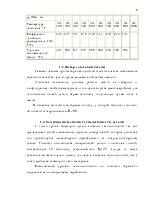
Таблица 1.3 Химический состав
|
Химический элемент |
% |
|
Кремний (Si) |
0.20-0.52 |
|
Марганец (Mn) |
0.35-0.90 |
|
Медь (Cu), не более |
0.30 |
|
Никель (Ni), не более |
0.30 |
|
Сера (S), не более |
0.045 |
|
Углерод (C) |
0.17-0.25 |
|
Фосфор (P), не более |
0.04 |
|
Хром (Cr), не более |
0.30 |
Таблица 1.4 Технологические свойства
|
Свариваемость: |
|
сваривается без ограничений. Способы сварки: РДС, АДС под газовой защитой, ЭШС. |
|
Склонность к отпуску: |
|
не склонна |
|
Обрабатываемость резанием: |
|
В отожженном состоянии при НВ 121-126 и σB = 390 МПа; |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.