











МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
Национальный аэрокосмический университет им. Н. Е. Жуковского «Харьковский авиационный институт»
Домашнее задание по курсу:
«Технологические ионно-плазменные установки»
ЗАДАНИЕ № 13
Выполнила:
студентка гр. 450
Проверил:
преподаватель
Харьков 2011
СОДЕРЖАНИЕ
Структура задания. 3
1. Метод и режим предварительной подготовки гидравлических штоков шахтных крепей. 4
1.1 химическое обезжиривание в щелочных растворах. 5
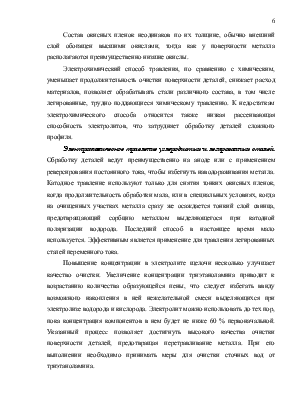
1.2. Электрохимическое обезжиривание. 6
2. Метод генерации потока покрытия на гидравлические штоки шахтных крепей. 14
3. Тип генератора потока. 15
4. Внутри-камерная оснастка (эскиз) 16
5. Тип установки (периодического, полупериодического или непрерырвного действия) 17
6. Режим процесса ионной очистки и нанесения покрытия. 18
7. Типов высоковакуумного и форвакуумного насосов. 19
Разработать технологический процесс нанесения корозионностойких, износостойких покрытий на гидравлические штоки шахтных крепей.
|
Диаметр, мм |
30…200 |
|
Длина, мм |
200..1000 |
|
Материал штока |
45Х (Траб ≤ 300о С) |
|
Материал покрытия |
Cr |
Выбрать и обосновать выбор:
· метод и режим предварительной подготовки;
· метод генерации потока покрытия;
· тип генератора потока;
· внутри-камерная оснастка (эскиз);
· тип установки (периодического, полупериодического или непрерырвного действия);
· режим процесса ионной очистки и нанесения покрытия;
· типов высоковакуумного и форвакуумного насосов.
Операции, которые осуществляются над деталями до поступления в гальванический цех, оставляют следы на их поверхности в виде различных загрязнений, что резко снижает прочность сцепления покрытия с основным металлом. При увеличении толщины слоя загрязнений прочность сцепления падает почти в геометрической прогрессии. От качества очистки поверхности в значительной мере зависит и качество покрытий.
1. химическое обезжиривание в щелочных растворах;
2. травление;
3. промывка;
4. сушка.
Одной только обработки деталей органическими растворителями недостаточно, чтобы очистить поверхность от загрязнений, и эта операция является лишь первой в процессе обезжиривания деталей перед осаждением покрытий.
Водные растворы для химического обезжиривания содержат компоненты, образующие растворимые соединения с омыляемыми жирами, понижающие силу сцепления жировой пленки с поверхностью металла, облегчающие смывание раствора и предотвращающие коррозию обрабатываемого металла в процессе обезжиривания. Такими компонентами являются щелочи, фосфаты, силикаты и поверхностно-активные вещества. Повышение концентрации едкой щелочи способствует более интенсивному омылению жиров. Однако образующиеся мыла трудно растворяются в концентрированных щелочных растворах.
Роль, которую играют в процессе обезжиривания соли щелочных металлов, еще более возрастает, если в составе раствора отсутствует едкий натр. Активным компонентом является кальцинированная сода, в значительной мере обеспечивающая щелочность среды и оказывающая омыляющее действие на растительные и животные жиры. Заметное повышение ее концентрации нежелательно, так как при этом снижается эффективность действия фосфорнокислых солей.
Введение в обезжиривающий раствор ПАВ в несколько раз сокращает продолжительность процесса. Активность действия добавки возрастает, если в раствор одновременно введены щелочные соли. Некоторые ПАВ, например, синтанол, могут применяться как в щелочных, так и в кислых растворах, что особенно важно при одновременном обезжиривании и травлении металлов.
Ванна для обезжиривания должна иметь сливной карман для систематического удаления слоя загрязнений, накапливающихся на поверхности раствора. Кроме стационарных ванн, для обезжиривания используют специальные моющие установки, которые позволяют в известной мере автоматизировать и ускорить процесс очистки. Хороший эффект дает струйная обработка, когда раствор подается на поверхность деталей
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.