Систематические исследования для тугоплавких оксидов и металлов, показывают, что выделенные размерные элементы пористости в разной степени чувствительны к изменению условий напыления. В целом можно сказать, что изменение таких параметров напыления, как электрическая мощность плазмотрона, дистанция напыления, род и расход рабочих газов, дисперсность напыляемого материала, давление и состав среды за срезом сопла плазмотрона и т.д., позволяет кардинально воздействовать на крупные и сверхкрупные поры, существенно влиять на микропористость и значительно слабее - на субмикро- и мезопористость. Это утверждение остается верным до тех пор, пока плазменно-напыленные оксиды представляют собой преимущественно чешуйчатые структуры. При формировании зернистых структур или структур из полых частиц-баллонов указанное утверждение перестает быть верным.
Приведенная классификация пор плазменно-напыленных материалов по размеру в существенной степени формализована и условна, так как оставляет в стороне вопросы, где и почему образуются нарушения сплошности формируемого материала. Без рассмотрения этих вопросов остается неясным, почему при изменении тех или иных условий напыления будет изменяться соотношение доли пор того или иного размера, а также общий уровень пористости формируемого материала. Поэтому представляется важным классифицировать поры также по признакам механизма и места образования.
Результаты петрографии и растровой электронной микроскопии изломов и одиночных напыленных частиц плазменно-напыленных тугоплавких оксидов и металлов показывают, что по механизму образования в них можно выделить следующие типы элементов пористой структуры.
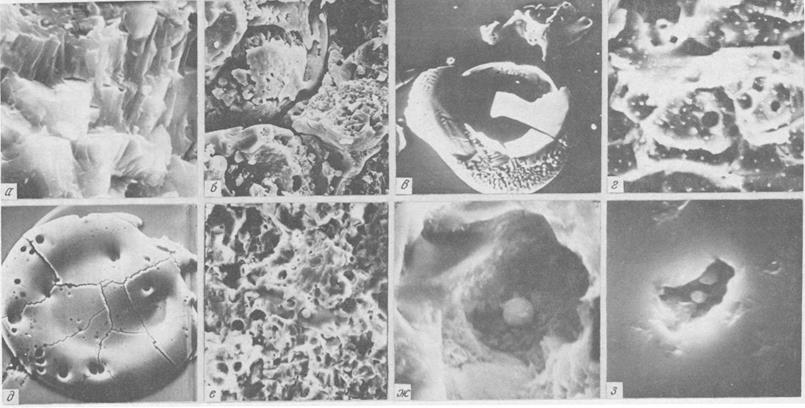
1. Поры, образующиеся вследствие неплотной укладки частиц в слой, формируемый за один проход. Это могут быть как крупные поры, так и микро- и мезопоры. Размер и доля пор данного типа зависит от агрегатного состояния частиц, формирующих материал, от дисперсности материала, концентрации частиц дисперсной фазы в потоке, от степени перегрева или переохлаждения полностью расплавленных частиц (выше и ниже температуры плавления соответственно), от скорости частиц материала. Такие поры (П1) показаны на рис. 20, а.
|
|
Рис. 20. Элементы пористой структуры плазменно-напыленного Аl2О3, связанные с укладкой частиц в слой, фрагментацией частиц материала и газовыделением
а - ×4425; б, в, д - ×1125; г - ×1650; е - ×645; ж -×2250; з - ×4500
Их доля и размер будут увеличиваться, если слой формируется дисперсным материалом со значительным содержанием частиц, которые не были расплавлены полностью в потоке, или частиц, вторично затвердевших с поверхности (рис. 20, б). При формировании материала преимущественно из расплавленных частиц доля и размер пор типа П1 будут возрастать по мере увеличения вязкости материала, увеличения размера гранул, уменьшения скорости частиц в потоке. Геометрия первого типа может быть самой разной.
2. Поры, образующиеся вследствие явлений взаимодействия частиц материала с газовой средой. Для этого класса пор характерно образование ряда сильно отличающихся элементов (по форме и размеру). Первый тип пор (П2) формируется при укладке в слой жидких или вторично затвердевших в потоке частиц, содержащих в своем объеме газовый пузырь, остающийся практически целым в процессе соударения гранулы с материалом слоя (рис. 20, в). В результате в материале могут локализоваться пустоты размерами в большинстве случаев соответствующими крупным микропорам или даже макропорам. Эти пустоты, как правило, связаны с объемами соседних пор через микро- и субмикротрещины и поры.
Второй тип пор, относящихся к этому классу, образуется вследствие процесса газовыделения из жидкого материала в процессе укладки в слой. В этом случае наряду с образованием крупных пор, практически подобных П2, могут образовываться микро- и мезопоры - как изолированные (рис. 20, г), так и выходящие на поверхность частицы – П3, (рис. 20, д). Первые из них имеют квазисферическую форму, а вторые представляют воронкообразные формирования, каверны различной глубины.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.