Исследование натекания потока на бесконечную плоскую преграду показало, что область заметного возмущения параметров имеет протяженность в осевом направлении 10…20 мм.
Диагностика состояния частиц Аl2О3 (фракции М63) в потоке говорит о том, что они приобретают сравнительно низкую скорость (до 90…190 м/с) и на дистанциях от 50 до 110…150 мм (в сечении диаметром 20 мм) значительная доля материала находится в перегретом состоянии с температурой поверхности гранул 2700…3400 К. Было установлено, что для каждой точки потока различие температуры и скорости от частицы к частице может достигать и даже превышать 500…600 К и 50…80 м/с соответственно. Наблюдается тенденция понижения средней температуры и скорости частиц дисперсной фазы от оси потока к периферии. Таким образом, для генерируемого газодисперсного потока характерна существенная неоднородность состояния частиц Аl2О3 (по температуре и скорости), которая носит статистический характер и появляется как следствие неоднородности гранулометрического состава порошка, условий его загрузки, а также неоднородности самого несущего потока, и в том числе наличия турбулентных пульсаций его параметров.
Неоднородность условий загрузки потока плазмы дисперсным материалом, а также его нагрева и ускорения неизбежно приводит к неоднородности условий формирования напыленного материала. Это наиболее четко может быть выявлено при напылении неподвижным плазмотроном на неподвижную основу - в точку - с одновременным изучением формы канала массопереноса дисперсной фазы, коэффициента использования материала, топографии фигуры напыления и структуры материала в нем.
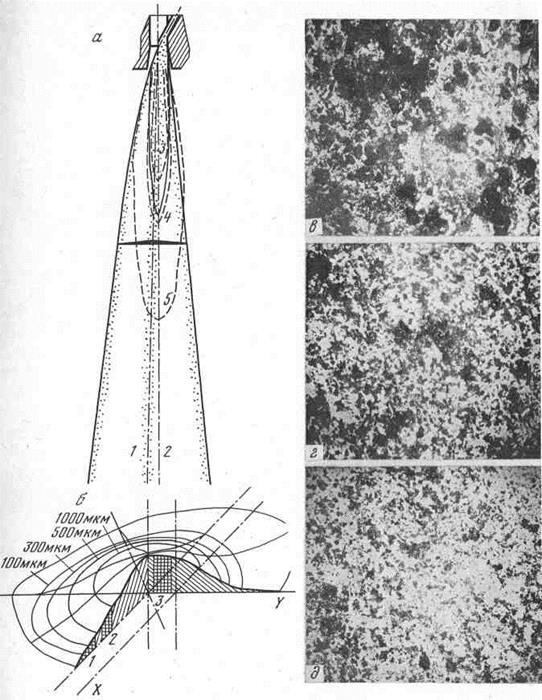
Результаты таких исследований представлены на рис. 16, где вместе со структурой несущего потока (рис. 16, а) и с изометрией фигуры напыления для дистанции 80 мм, в сечении которой указаны области 1-3 (рис. 16, б), и приведены структуры, соответствующие этим областям (рис. 16, в-д соответственно).
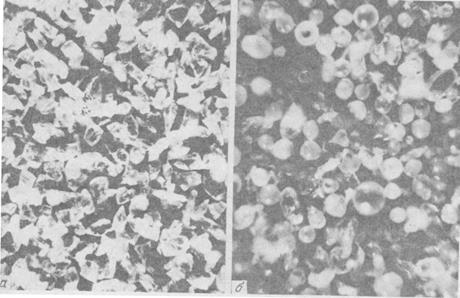
Исследования показали, что коэффициент использования материала уменьшается как с возрастанием дистанции напыления, так и с увеличением размера частиц Аl2О3. Оба факта могут быть объяснены потерей части материала, которая оказалась непроплавленной к моменту столкновения с основой. В первом случае это происходит вследствие вторичного затвердевания частиц. Во втором - из-за того, что крупные частицы, движущиеся в канале плазмотрона в пристеночной области, а за срезом - по периферии потока, остаются нерасплавленными. Так, исследование изменений, происходящих с дисперсным Аl2О3 во время его пребывания в плазме показало, что в уловленном из потока материале наблюдается до 30 % гранул, которые остались полностью непроплавленными (рис. 17).
Установлено, что центр пятна напыления - точка максимальной толщины полученной фигуры напыления, не совпадает с центром струи, а ось канала массопереноса дисперсной фазы не совпадаем с осью несущего потока. Так, угол между этими осями составлял 1,2…2°.
|
|
Рис. 16. Формирование напыленного материала в неподвижном пятне
а - структура несущего потока: ось канала массопереноса дисперсной фазы - 1, ось плазменной струи; - 2; 3-5 - изотермы плазменной струи: Тг,: 3 103 К - 3; 2 103 К - 4; 1 103 К - 5; б - изометрия фигуры напыления, сформированной на дистанции L = 80 мм; в, г, д - структуры напыленного материала в сечениях 1, 2, 3 фигуры напыления соответственно
|
|
Рис. 17. Частицы порошка Аl2О3 (фракция М63) в исходном состоянии (а) и после обработки в плазме (б), ×75
С увеличением дистанции напыления рассовмещение геометрических центров струи и пятна напыления становилось значительным. Для фракции М28 частицы материала, слагающие центральную часть пятна напыления, не достигли приосевой области потока и расположились со стороны инжектора порошка. Для фракции М63 материал, сформировавший центральную зону пятна напыления, пересекал приосевую область несущего потока и расположился на стороне, противоположной инжектору.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.