Стандарт LST 1081-88
UNP-1
ПРОЦЕСС ЭЛЕКТРОХИМИЧЕСКОГО УДАЛЕНИЯ
НИКЕЛЕВЫХ И МЕДЬ-НИКЕЛЬ-ХРОМОВЫХ ПОКРЫТИЙ СО СТАЛИ
СОДЕРЖАНИЕ
1. Оборудование 2
2. Стадии процесса 2
3. Режимы процесса электрохимического удаления покрытий 2
4. Состав электролита и его приготовление 3
5. Уход за электролитом и корректирование 3
6. Вредные примеси 3
7. Обезвреживание сточных вод 3
8. Возможные неполадки и способы их устранения 4
9. Требования безопасности 4
2002
Технологический процесс электрохимического удаления металлических покрытий UNP-1 предназначен для удаления некачественных никелевых и медь-никель-хромовых гальванопокрытий со стальных изделий.
Процесс обеспечивает удаление покрытий со скоростью (1 – 3) μм/мин при минимальном воздействии на основной металл. После удаления покрытий поверхность деталей является светлой, чистой и гладкой и не требует никакой дополнительной обработки перед повторным нанесением покрытий.
1. ОБОРУДОВАНИЕ
1.1. Ванны
Процесс электрохимического удаления покрытий проводят в ванне, изготовленной из листовой стали и футерованной винипластом или полихлорвинилом. Ванна также может быть изготовлена из полипропилена.
1.2. Катоды и подвески
Материал катодов – нержавеющая сталь.
Материалом подвесочных приспособлений служит титан или нержавеющая сталь. Крюки для завешивания подвесок изготавливают из меди.
Необходимо обеспечить жесткие контакты между подвеской и деталями, с которых снимается покрытие.
1.3. Нагрев
Применяют стеклянные, фторопластовые, фарфоровые нагреватели или змеевики из химически стойких материалов (нержавеющей стали).
2. СТАДИИ ПРОЦЕССА
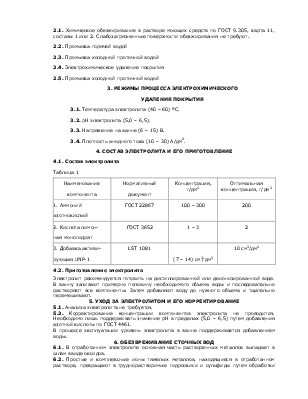
2.1. Химическое обезжиривание в растворе моющих средств по ГОСТ 9.305, карта 11, составы 1 или 2. Слабозагрязненные поверхности обезжиривания не требуют.
2.2. Промывка горячей водой
2.3. Промывка холодной проточной водой
2.4. Электрохимическое удаление покрытия
2.5. Промывка холодной проточной водой
3. РЕЖИМЫ ПРОЦЕССА ЭЛЕКТРОХИМИЧЕСКОГО
УДАЛЕНИЯ ПОКРЫТИЯ
3.1. Температура электролита (40 – 60) ºС.
3.2. рН электролита (5,0 – 6,5).
3.3. Напряжение на ванне (6 – 15) В.
3.4. Плотность анодного тока (10 – 30) А/дм2.
4. СОСТАВ ЭЛЕКТРОЛИТА И ЕГО ПРИГОТОВЛЕНИЕ
4.1. Состав электролита
Таблица 1
|
Наименование компонента |
Нормативный документ |
Концентрация, г/дм3 |
Оптимальная концентрация, г/дм3 |
|
1. Аммоний азотнокислый |
ГОСТ 22867 |
100 – 300 |
200 |
|
2. Кислота лимонная моногидрат |
ГОСТ 3652 |
1 – 3 |
2 |
|
3. Добавка активирующая UNP-1 |
LST 1081 |
(7 – 14) см3/дм3 |
10 см3/дм3 |
4.2. Приготовление электролита
Электролит рекомендуется готовить на дистиллированной или деионизированной воде. В ванну заливают примерно половину необходимого объема воды и последовательно растворяют все компоненты. Затем добавляют воду до нужного объема и тщательно перемешивают.
5. УХОД ЗА ЭЛЕКТРОЛИТОМ И ЕГО КОРРЕКТИРОВАНИЕ
5.1. Анализа электролита не требуется.
5.2. Корректирование концентрации компонентов электролита не проводится. Необходимо лишь поддерживать значение рН в пределах (5,0 – 6,5) путем добавления азотной кислоты по ГОСТ 4461.
В процессе эксплуатации уровень электролита в ванне поддерживается добавлением воды.
6. ОБЕЗВРЕЖИВАНИЕ СТОЧНЫХ ВОД
6.1. В отработанном электролите основная часть растворенных металлов выпадает в шлам ввиде оксидов.
6.2. Простые и комплексные ионы тяжелых металлов, находящиеся в отработанном растворе, превращают в труднорастворимые гидроокиси и сульфиды путем обработки электролита гашеной известью или каустической содой до значения рН (10 – 12), а затем – сернистым натрием.
После отделения шлама и нейтрализации раствор выливают в общие кислотно-щелочные стоки.
6.3. ПДК в воде водоемов санитарно-бытового водопользования, мг/дм3: никель – 1,0, медь – 1,0, хром – 0,5.
7. ВОЗМОЖНЫЕ НЕПОЛАДКИ И СПОСОБЫ ИХ УСТРАНЕНИЯ
Таблица 2
|
Характер неполадки |
Причина |
Способ устранения |
|
1. Неполное снятие покрытия |
Слишком короткая продолжи-тельность анодной обработки |
Повторить операцию |
|
2. Малая скорость снятия |
Высокое значение рН электролита |
Откорректировать значе-ние рН до необходимого |
9. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
9.1. Во время проведения процесса должны соблюдаться требования безопасности, изложенные в ГОСТ 12.3.008 “ССБТ. Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности”.
9.2. Работники, занятые приготовлением и эксплуатацией электролита, должны быть обеспечены спецодеждой и средствами индивидуальной защиты по ГОСТ 12.4.011.
9.3. Ванна должна быть оборудована вытяжным устройством.
9.4. ПДК паров азотной кислоты в воздухе рабочей зоны производственных помещений – 2 мг/м3.
Copyright © 2001-2002 ЗАО "Хемета-ХимЦентр" Тел: (095) 964-98-64; 964-98-65 Е-майл: info@galvanik.ru Разработка и развитие: Интернет-лаборатория "Ксан"
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.