2. Die Maschine wird so eingestellt, daß die Vordermarke gerade aufnahmebereit ist, den Bogen anzunehmen.
3. Der Anleger wird eingeschaltet, die Luft angestellt und die Bogen werden durch Betätigung des Handrades gefördert, bis sich die Vorderkante Bogen ungefähr 4-8 mm vor der Vordermarke befindet.
Sind jedoch in der Bedienungsanleitung der Druckmaschine andere Einstellwerte angeführt, so sind diese in jedem Falle maßgebend!
2. The press is adjusted so that the front guides open and are positioned to take the sheet over.
3. Feed sheets by turning feeder-handwheel, until sheet is at a distance of Ve - 3/8" of an inch from front-guide. In case there are other setting-instructions in the prin-tingpress manual, please follow them.
4. Connect coupling again by setting screw III. Now press is operated and checked wether sheets reach front-guides as required. Correction can Ьз achieved by loosening the setcrews and adjusting the clutch.
4. Jetzt wird die Kupplung I und II wieder durch die Klemmschrauben III miteinander verbunden. Die Maschine wird nun in Gang gesetzt und es wird überprüft, ob die Bogen in der gewünschten Stellung an die Vordermarke gelangen. Ist eine Korrektur notwendig, so kann durch Lösen der Klemmschrauben ein Verstellen der Kupplung vorgenommen werden.
Bei der Grundeinstellung des Anlegers zur Verarbeitungsmaschine ist darauf zu achten, daß sich die Markierung der Einsatzpunktverstellung auf dem O-Punkt befindet, damit eine spätere Benutzung der Einsatzp'jnktverstellung möglich ist.
EINSATZPUNKTVERSTELLUNG
Bei verschiedenen zu verarbeitenden Materialien hat es sich als zweckmäßig erwiesen, daß der Bogen fürher oder später an den Vordermarken ankommt. Dies ist während des Maschinenlaufes durch die Einsatzpunktverstellung 10 möglich.
When making basic adjustment of the feeder towards the printing press care must be taken that the timing of the feeder ist set on the 0-point to make a later adjustment possible.
ZERO-POINT-ADJUSTMENT
To run the sheets sooner or later from the zero-point in order to get them sooner or later to the front-lays the zero-point hat to be reset more forward or more backward. This is achieved while the feeder is running by turning the point 10.
 |
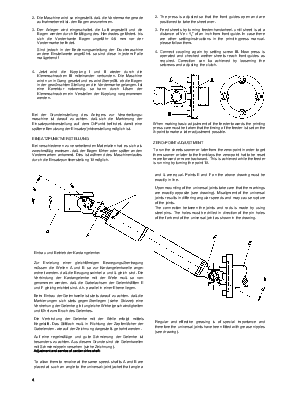
Einbau und Betrieb der Kardangelenke:
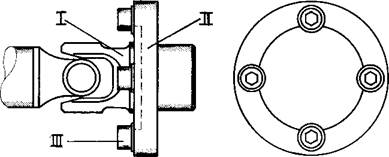
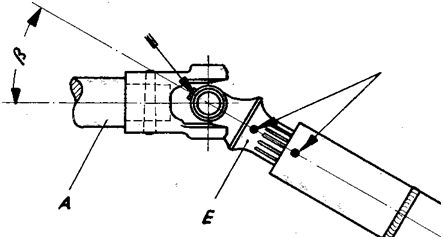
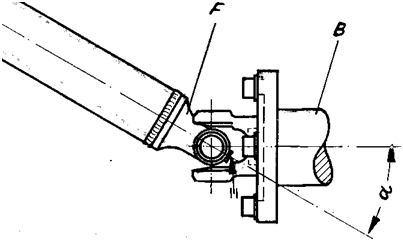
Zur Erzielung einer gleichförmigen Bewegungsübertragung müssen die Wellen A und В so zur Kardangelenkwelle angeordnet werden, daß die Beugungswinkel a und ß gleich sind. Die Verbindung der Kardangelenke mit der Welle muß so vorgenommen werden, daß die Gabelachsen der Gelenkhälften E und F gleichgerichtet sind, d.h. parallel in einer Ebene liegen.
Beim Einbau der Gelenkwelle ist stets darauf zu achten, daß die Markierungen sich stets gegenüberliegen (siehe Skizze); eine Verdrehung der Gelenke gibt ungleiche Winkelgeschwindigkeiten und führt zum Bruch des Gelenkes.
Die Verbindung der Gelenke mit der Welle erfolgt mittels Kegelstift. Das Stiftloch muß in Richtung der Zapfenlöcher der Gabelenden, wie auf der Zeichnung dargestellt, gebohrt werden.
Auf eine regelmäßige und gute Schmierung der Gelenke ist besonders zu achten. Aus diesem Grunde sind die Gelenkwellen mit Schmiemippeln versehen (siehe Zeichnung).
Adjustment and service of cardan-drive shaft:
To allow them to revolve at the same speed, shafts A and В are placed at such an angle to the universal-joint jacket that angle a and ß are equal. Points E and F on the above drawing must be exactly in line.
Upon mounting of the universal joints take care that the markings are exactly opposite (see drawing). Misaligment of the universal joints results in differing angular speeds and may cause rupture of the joints.
The connection between the joints and rods is made by using steel pins. The holes must be drilled in direction of the pin holes of the fork end of the universal joint as shown in the drawing.
Regular and effective greasing is of special importance and therefore the universal joints have been fitted with grease nipples (see drawing).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.