
















































Изменяя место подводи охлаждающей жидкости и марки проволоки, можно получить различную твердость поверхности детали (в пределах HRС 25+52).
Наплавку в СО2 обычно ведут постоянным током обратной полярности.
 Материалы, применяемые при наплавке в среде СО2 Электродная
проволока. Для наплавки деталей, изготовляемых из низко и среднеуглеродистых и
низколегированных сталей, применяются, в основном, следующие марки электродной
проволоки: Св-08, Св-08Г2С, Св-12ГС, (ГОСТ 2246-60); Ни-ЗХ13; Нп-ЗОХГСА (ГОСТ
10543-6).
Материалы, применяемые при наплавке в среде СО2 Электродная
проволока. Для наплавки деталей, изготовляемых из низко и среднеуглеродистых и
низколегированных сталей, применяются, в основном, следующие марки электродной
проволоки: Св-08, Св-08Г2С, Св-12ГС, (ГОСТ 2246-60); Ни-ЗХ13; Нп-ЗОХГСА (ГОСТ
10543-6).
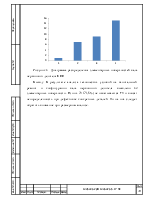
Диаметр сварочной проволоки оказывает существенное влияние на процесс наплавки и качество наплавленного слоя. При применении проволоки диаметром 1.2 мм и менее уменьшается выгорание элементов, пористость шва, потери металла на разбрызгивание. Обычно применяются проволоки диаметром 0,8-1,2 мм.
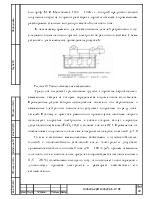
Хромирование применяется для восстановления изношенных деталей и для декоративного покрытия. Хромированием восстанавливают стержни клапанов и толкателей, подшипниковые шейки распределительных валов и валов коробок передач и другие детали. С декоративной целью хромируют облицовку радиатора, дверные ручки, передний буфер легковых машин и некоторые детали арматуры.
Основными свойствами хрома являются: высокая твердость, высокое сопротивление износу, антикоррозийность. Твердость хрома высокая и достигает НВ 700—800. Температура плавления хрома 1600° С. Хром хорошо выносит действие высоких температур и при нагреве до 500° С не меняет цвета. При восстановлении изношенных деталей хром обычно наращивается непосредственно на металл детали. Хорошая сопротивляемость действию кислот и сернистых соединений вместе с жаростойкостью и высокой износостойкостью является весьма ценным свойством для деталей, работающих в газовой среде. Эти свойства хрома позволили ввести хромирование таких деталей, как гильзы цилиндров и поршневые кольца.
Преимуществом
хромирования является возможность наносить покрытия как на сырые, так и на
термически обработанные детали без нарушения структуры основного металла.
Недостатки хромирования:
1.Длительность процесса и сложность подготовительных операций;
2.Возможность восстановления деталей с относительно небольшим износом, так как большие по толщине осадки хрома (сверх 0,3—0,4 мм) являются менее износостойкими и дорогостоящими;
3.Низкий КПД хромовых ванн и относительно высокая стоимость хромирования.
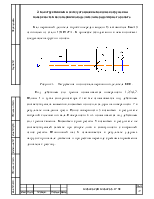
Процесс хромирования основан на законах электролиза, т. е. прохождения постоянного тока через электролиты.
При прохождении тока через электролит происходит движение ионов в определенном направлении: отрицательно заряженные ионы, называемые анионами, движутся к аноду, а положительно заряженные ионы, называемые катионами, — к катоду. На электродах происходит соприкосновение положительного и отрицательного зарядов, сопровождающееся разрядом. При этом ионы теряют свой заряд электричества и выделяются на электродах в виде нейтральных атомов. В процессе электролиза на катоде происходит разряд ионов металла, а металл анода растворяется, и его атомы образуют новые ионы металла, переходящие в раствор взамен выделившихся на катоде.
Электролитами служат растворы солей, содержащие ионы металла, который подлежит осаждению на детали.
Катодами являются детали, подлежащие покрытию, а анодами - пластинки из металлов, подлежащих осаждению. При хромировании применяют нерастворимые аноды, которыми служат свинцовые пластины
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.