|
1 2 3 4 |
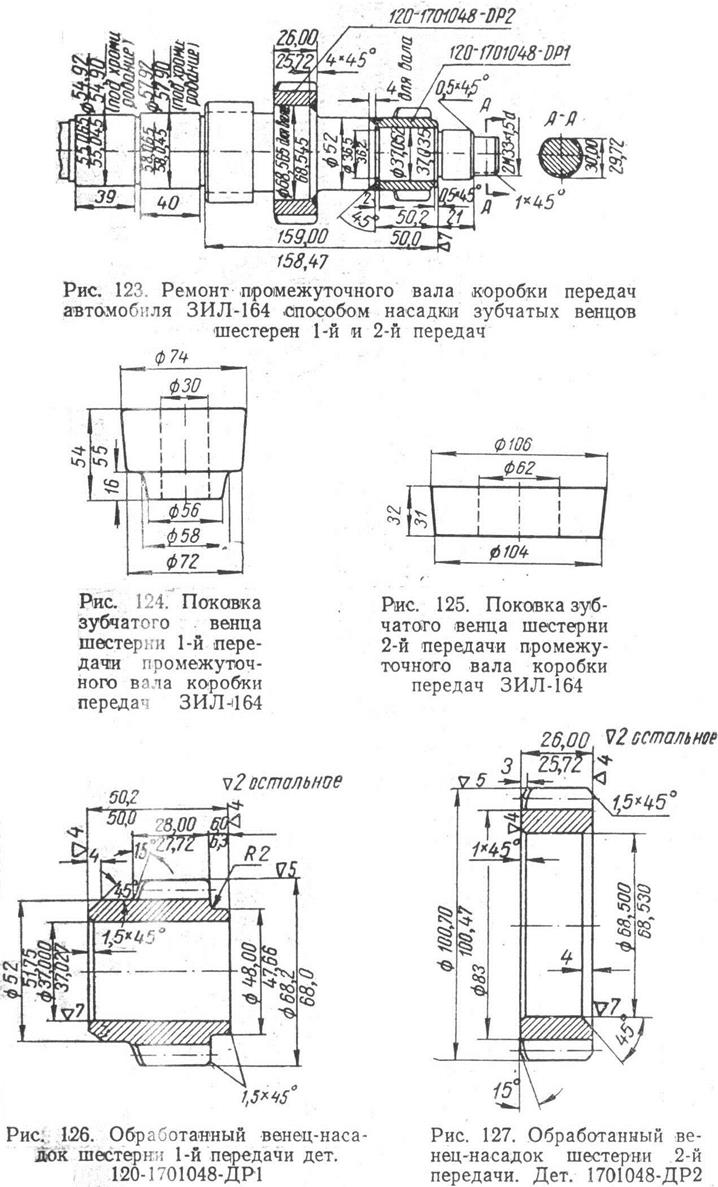
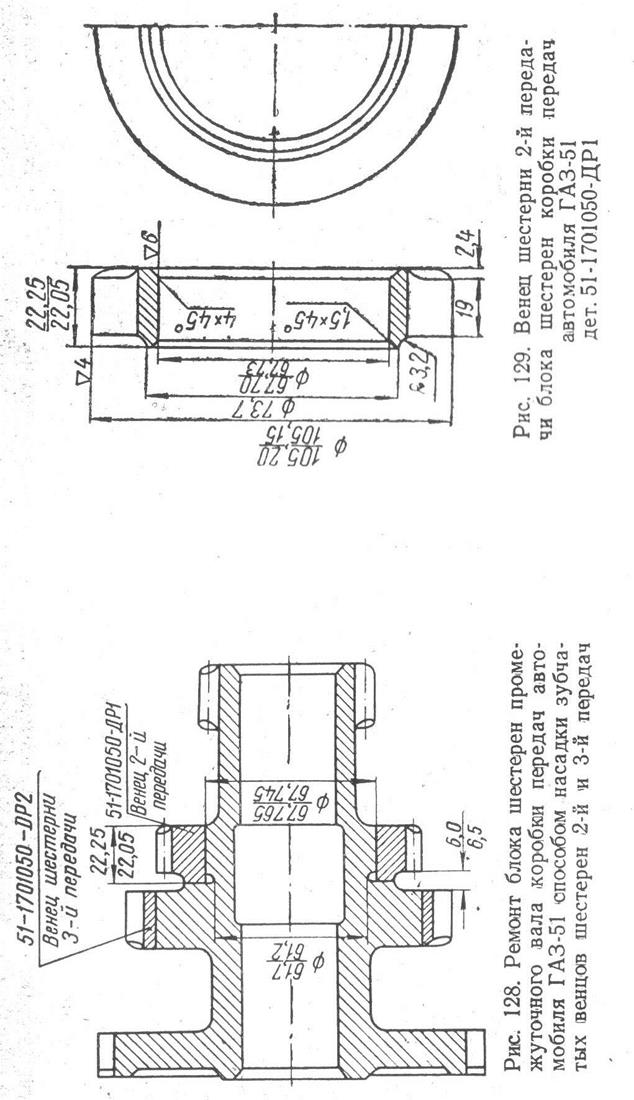
Погрузить в воду блок шестерен вертикально, оставив на
поверхности шестерню 2-й передачи с изношенными зубьями. Ввести в индуктор и
нагреть шестерню 2-й передачи до Сточить дефектную шестерню 2-й передачи до Ø Проточить поверху посадочную шейку под венец шестерни 2-й передачи до Ø 3-й передачи (рис. 128) Напрессовать на шейку блока шестерен венец шестерни 2-й передачи дет. 51-1701050-ДР1 (рис. 129), сохранив расстояние (канавку) между шестернями 2-й и 3-й передач 6,0-6,5 мм (рис. 128) |
Установка т.в.ч. ЛГПЗ-60, ванна с холодной водой Токарный станок типа 1616, трёхкулачковый патрон, грибковый задний вращающийся центр Токарный станок ИЖ-250П, оправка, упорный и вращающийся центры Гидравлический пресс ГАРО типа 208 (20 т) |
Подвеска для вертикального расположения промежуточного
вала в ванне с водой. Радиальный пирометр от 600 до ГОСТ 6293-54 Резцы: упорно-проходной 16×25 и канавочный шириной 6 мм с закруглением R=3, с пластинками твёрдого сплава Т5К10. Штангенциркуль 150 мм, точность 0,1 мм Упорно-проходной резец 16×25 с пластинкой твёрдого сплава
Т15К6. Предельная скоба Оправки для запрессовки, фиксирующая прокладка, расстояние между шестернями
|
|
№ опе-рации |
Содержание операции |
Оборудование и приспособление |
Инструменты |
|
5 |
Приварить напрессованный венец шестерни 2-й передачи к
блоку шестерен кругом по фаске 4× (см. рис. 128) |
Установка для наплавки под слоем флюса |
Зубило-ручник, молоток 400 г |
Сварку производить при режиме: число оборотов детали 2,38 в минуту, подача электродной проволоки 126 м/ч; электродная проволока СВ-08 Ø 1,6 мм; сила тока 160 а; напряжение 24-26 в; флюс мелкой грануляции АН-348-А
|
6 |
Подрезать сварочный шов приваренного венца к блоку шестерен и наплывы металла заподлицо с основной поверхностью торца венца |
Токарный станок типа ИЖ-250П, два грибковых центра |
Упорно-подрезной резец 16×25 с пластинкой твёрдого сплава Т5К10 |
Примечание. Восстановление изношенных или обломанных зубьев шестерен 3-й передачи, постоянного зацепления блока шестерен автомобиля ГАЗ-51 и шестерни постоянного зацепления блока шестерен автомобиля М-21 «Волга» также производится по описанному технологическому процессу.
|
Дефект. 11. Износ блока шестерен промежуточного вала по торцам по длине менее 169,60 мм у коробок передач автомобиля ГАЗ-51 и по длине менее 167,30 мм у коробок автомобиля М-21 «Волга». |
|
1 |
Шлифовать последовательно изношенную поверхность обоих торцов блока шестерен до выведения износа |
Круглошлифовальный станок типа 3А130, центровая оправка, передний и задний центры, поводковый хомутик |
Шлифовальный круг ПП 300×32×127 ГОСТ 2424-60 Э № 40-25 СМ2 К. |
Примечание. При данном ремонте блок шестерен промежуточного вала собирается в коробке передач с постановкой соответствующих ремонтных компенсирующих шайб. После шлифования оба торца блока шестерен должны быть перпендикулярны оси отверстий промежуточного вала; отклонения должны быть в пределах 0,040 мм для ГАЗ-51 и 0,015 мм для М-21.
|
|
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 мм
на длине 15 мм. Подрезать торец посадочной шейки до размера
мм
на длине 15 мм. Подрезать торец посадочной шейки до размера  мм от торца шестерни
мм от торца шестерни мм
мм