Наибольший предельный припуск получаем путем вычитания из наименьшего предельного размера данного перехода наименьший предельный размер предшествующего перехода.
Предельные значения припусков 2Zmaxпрi
2Zmaxпр2 = 16,052 – 15,59 = 0,462 мм = 462 мкм;
2Zmaxпр3 = 15,59 – 15,16 = 0,43 мм = 430 мкм.
В графе «Предельный размер» наименьшее значение получается, по Общие припуски Zo max, мкм, и Z0 min, мкм, определяем, суммируя промежуточные припуски, и записываем их значения внизу соответствующих граф:
Zo min = 270 + 290 = 560 мкм,
Z0 max = 462 + 430 = 892 мкм.
Общий номинальный припуск:
Zo ном = Z0 min+Вз – Вд,,
где Вз – верхнее отклонение размера заготовки, мкм;
Вд – верхнее отклонение чертежного размера детали, мкм;
Zo ном =560 + 430 – 120 = 870 мкм,
dЗном≈dЗном - Zo ном ≈16,12 – 0,87 = 15,25 мм.
Выполним проверку проведенных расчетов:
Zmax 2пр – Zmin 2пр = 462 – 270 = 192 мкм;
d1 – d2 = 400 – 208 = 192 мкм;
Zmax 1пр – Zmin 1пр = 430 – 290 = 140 мкм;
dзаг – d1 = 208 – 68 = 140 мкм.
Проверка показала правильность расчетов.
Все результаты произведенных расчетов сведены в таблице 1.9.
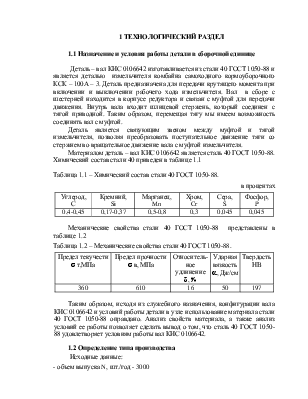
На основании данных расчета строим схему графического расположения припусков и допусков по обработке отверстия поверхности Ø16D10 мм (см. рисунок 1.2).
Таблица 1.9 – Расчёт припусков и предельных размеров по технологическим переходам на обработку отверстия Ø16D10 мм
|
Технол. переход обработки поверхности Ø16D10 мм |
Элементы припуска, мкм |
Расчетный припуск |
Расчетный размер |
Допуск |
Предельный размер, мм |
Предельные значения припуска, мкм |
|||||
|
Rz |
T |
r |
ε |
2Zmin i, мкм |
Dрi, мм |
di, мкм |
Dmin |
Dmax |
2Zminпр |
2Zmaxпр |
|
|
Сверление |
40 |
60 |
139 |
125 |
— |
15,563 |
400 |
15,16 |
15,56 |
— |
— |
|
Растачивание черновое |
50 |
50 |
125 |
6 |
2·287 |
15,85 |
208 |
15,59 |
15,85 |
462 |
270 |
|
Растачивание чистовое |
20 |
25 |
— |
— |
2·135 |
16,12 |
68 |
16,052 |
16,12 |
430 |
290 |
|
Итого |
892 |
560 |
|||||||||
Рисунок 1.2 – Схема графического расположения припусков и допусков на обработку отверстия Ø16D10 мм.
1.7 Расчет режимов резания
Расчет режимов резания производим по методике [17] для операции 010 Токарная с ЧПУ.
Аналитический метод.
Исходные данные:
-Технологический переход – подрезать торец.
-Диаметр обработки: D=64 мм.
-Подача S = 0,25 мм/об.
- Глубина резания t = 2 мм.
Скорость резания
 , где Cv, m, x, y - эмпирические коэффициенты и показатели степени
принимаемые по таблице: Cv =
420; m = 0,2; y = 0,2; х = 0,15.
, где Cv, m, x, y - эмпирические коэффициенты и показатели степени
принимаемые по таблице: Cv =
420; m = 0,2; y = 0,2; х = 0,15.
T - период стойкости, мин; T = 50 мин;
Kv - коэффициент учитывающий влияние материала заготовки, состояния поверхности, материала инструмента.
Kv=Kмv × Kпv × Kиv , где Kмv - коэффициент учитывающий влияние материала заготовки,
где Кг – коэффициент, Кг = 1,0;
σв – предел прочности, σв = 610 МПа;
NV – показатель степени, NV = 1,75.
Тогда Kмv= 1,0· (750/610)1,75 = 1,44
Kпv - коэффициент учитывающий влияние состояния поверхности, Kпv=1,0;
Kиv - коэффициент учитывающий влияние материала инструмента, Kиv= 0,65.
Kv=1,44∙1,0∙0,65=0,936.
Тогда
 м/мин.
м/мин.
Частота вращения шпинделя
 об/мин, принимаем n = 1080
об/мин.
об/мин, принимаем n = 1080
об/мин.
Уточненная скорость резания
 м/мин.
м/мин.
Время на подрезку торца
 мин.
мин.
где Lр.х. - длина рабочего хода, мм;
Lр.х = (D-d)/2 + у,
D – диаметр сплошного торца, D = 64 мм,
d – диаметр отверстия, d = 28 мм, у – величина врезания, у = 3 мм.
Тогда Lр.х = (64-28)/2 + 5 = 23 мм.
Сила резания
 , где Cp, x, y, n - эмпирические коэффициенты и показатели степени
принимаемые по таблице : Cp =
300; x = 1,0; y = 0,75; n = -0,15;
, где Cp, x, y, n - эмпирические коэффициенты и показатели степени
принимаемые по таблице : Cp =
300; x = 1,0; y = 0,75; n = -0,15;
Kp - коэффициент учитывающий реальные условия резания, Kp=1,01.
![]() Н.
Н.
Определим мощность резания Nрез, кВт, по нормативам:
 ,
,
 кВт.
кВт.
![]() ,
, ![]()
где NДВ – мощность двигателя, кВт; NДВ=10 кВт;
h– коэффициент полезного действия привода; h=0,8.
Опытно-статистическим методом производим расчет режимов резания на сверление отверстия Ø13 Н14 мм для операции 010 Токарная с ЧПУ в соответствии с методикой, изложенной в литературе [22].
Исходные данные:
-Технологический переход – сверлить отверстие Ø12,7 мм.
-Подача S = 0,2 мм/об.
- Глубина резания t = 6,5 мм.
Стойкость инструмента: Т = 45 мин.
Определяем скорость резания по формуле:
V = Vтабл·k1·k2·k3, где Vтабл – табличное значение скорости, Vтабл = 16 м/мин;
k1 – коэффициент, зависящий от вида обрабатываемого материала, k1 = 1;
k2 – коэффициент, зависящий от стойкости инструмента, k2 = 1.3;
k3 – коэффициент, зависящий от отношения длины резания к диаметру, k3 = 1;
V = 16·1·1,3·1 = 20,8 (м/мин).
Частота вращения шпинделя:
 (об/мин).
(об/мин).
Принимаем, по паспорту станка 2Н118, n = 510 об/мин.
Мощность резания [4]:
Nрез = Nтабл·KN · n/1000, где Nтабл = 1,5 кВт;
KN – коэффициент мощности, KN = 1;
Nрез = 1,5·1·510/1000 = 0,765 (кВт).
Крутящий момент [2]:
Мкр = Nрез·9750/n = 0,765·9750/510 = 14,6 (Н/м).
Осевая сила [2]:
Ро = 10·Ср·dx·Soy·Kр, где Ср – коэффициент, Ср = 42,7;
Kр – коэффициент осевой силы, Kр = 1;
x = 1;
y = 0.8;
Ро = 10·42,7·131·0,20.8·1 = 1532 (Н).
Основное время на обработку отверстия:
 , где Lр.х. – длина рабочего хода:
, где Lр.х. – длина рабочего хода:
Lр.х = Lрез+ у., где Lрез = 97 мм;
у – длина врезания, у = 0,3·d = 0,3·13 = 3,9 мм.
При сверлении сквозного отверстия добавляется 1 мм;
Lр.х = 97+3,9+1 = 101,9 (мм).
Для остальных операций расчет режимов резания производим упрощенно, согласно методике представленной в [27], результаты расчетов сводим в таблицу 1.10
Таблица 1.10 - Сводная ведомость режимов резания
|
Наименование операции |
Инструмент |
Размеры обработки, мм |
Подача |
Подача |
Стойкость Т, мин |
Скорость резания V, м/мин |
Частота вращения n, об/мин |
Основное время |
Мощность |
Оборудо-вание |
|||||||||
|
D |
|
t |
|||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|||||||
|
010 Токарная с ЧПУ |
|||||||||||||||||||
|
Подрезать торец |
резец |
64 |
23 |
2 |
0,25 |
- |
50 |
217 |
1080 |
0,085 |
3,39 |
16К20Ф3 |
|||||||
|
Точить поверхность Æ60 |
резец |
60 |
25 |
2 |
0,25 |
- |
50 |
235,5 |
1250 |
0,08 |
1,79 |
||||||||
|
Сверлить отверстие Æ33 |
сверло |
33 |
45 |
2,5 |
0,6 |
- |
45 |
20,72 |
200 |
0,375 |
0,3 |
||||||||
|
Сверлить отверстие Æ12,7 |
сверло |
12,7 |
101,9 |
6,5 |
0,2 |
- |
45 |
20,8 |
510 |
0,99 |
0,77 |
||||||||
|
Рассверлить отверстие Æ16 |
сверло |
16 |
71 |
1,5 |
0,25 |
- |
45 |
16,1 |
320 |
0,888 |
0,48 |
||||||||
|
Расточить отверстие до Ø38 |
резец |
38 |
16 |
2,5 |
0,65 |
- |
50 |
71,9 |
600 |
0,04 |
0,99 |
||||||||
|
Расточить фаску |
резец |
33 |
18 |
1,6 |
0,25 |
- |
50 |
62,2 |
600 |
0,12 |
0,94 |
||||||||
|
020 Токарно-винторезная |
|||||||||||||||||||
|
Подрезать торец |
резец |
45 |
26 |
2 |
0,25 |
- |
50 |
56,5 |
400 |
0,26 |
1,08 |
16К20 |
|||||||
|
Точить поверхность до Ø43-0,6 мм |
резец |
45 |
127 |
1 |
0,25 |
- |
50 |
89 |
630 |
0,81 |
0,79 |
||||||||
|
Точить поверхность до Ø37-0,6 мм |
резец |
43 |
46 |
3 |
0,25 |
- |
50 |
89 |
630 |
0,29 |
2,38 |
||||||||
|
Расточить фаску |
резец |
13 |
6 |
1,6 |
0,25 |
- |
50 |
25,72 |
630 |
0,04 |
0,44 |
||||||||
|
030 Токарно-копировальная |
|||||||||||||||||||
|
Точить поверхность и фаску (продольный суппорт) |
резец |
43 |
84 |
0,75 |
0,25 |
- |
50 |
85 |
630 |
0,53 |
2,34 |
СА303 |
|||||||
|
Продолжение таблицы 1.10 |
|||||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|||||||
|
Подрезать торец и точить канавку (поперечный суппорт) |
резец |
41,5 |
5 |
1,4 |
0,1 |
- |
50 |
61 |
630 |
0,08 |
1,98 |
СА303 |
|||||||
|
Точить канавку (поперечный суппорт) |
резец |
31,2 |
5 |
1,4 |
0,1 |
- |
50 |
61 |
630 |
0,08 |
1,05 |
||||||||
|
040 Горизонтально-протяжная |
|||||||||||||||||||
|
Протянуть шлицы (предварительно) |
протяжка |
13 |
580 |
2 |
0,1 |
- |
100 |
4 |
- |
0,145 |
1,3 |
7Б56 |
|||||||
|
050 Горизонтально-фрезерная |
|||||||||||||||||||
|
Фрезеровать шипы |
фреза |
160 |
570 |
11 |
- |
31,5 |
60 |
31,6 |
80 |
4,45/2= =2,225 |
1,52 |
6Р82 |
|||||||
|
070 Шпоночно-фрезерная |
|||||||||||||||||||
|
Фрезеровать шпоночный паз |
фреза |
12 |
38 |
5,3 |
- |
315 |
60 |
20,1 |
800 |
2,85 |
1,63 |
692Р |
|||||||
|
120 Торцекруглошлифовальная |
|||||||||||||||||||
|
Шлифовать поверхность |
шлиф. круг |
41 |
80 |
0,3 |
0,56 |
- |
- |
14,4 |
150 |
2,07 |
1,51 |
3Т161Е |
|||||||
|
Шлифовать поверхность |
шлиф. круг |
31,5 |
41 |
0,35 |
0,56 |
- |
- |
14,4 |
150 |
1,07 |
1,42 |
3Т161Е |
|||||||
|
130 Горизонтально-протяжная |
|||||||||||||||||||
|
Калибровать шлицы |
протяжка |
16 |
580 |
0,1 |
- |
- |
- |
5 |
- |
0,82 |
1,3 |
7Б56 |
|||||||
|
140 Токарно-винторезная |
|||||||||||||||||||
|
Калибровать канавку |
резец |
28,5 |
3 |
1,4 |
0,1 |
- |
50 |
25,1 |
250 |
0,12 |
0,93 |
16К20 |
|||||||
|
Продолжение таблицы 1.10 |
|||||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|||||||
|
Точить фаску |
резец |
30 |
3 |
1 |
0,1 |
- |
50 |
25,1 |
250 |
0,2 |
0,66 |
16К20 |
|||||||
|
150 Торцекруглошлифовальная |
|||||||||||||||||||
|
Шлифовать поверхность |
шлиф. круг |
40,5 |
22 |
0,21 |
0,56 |
- |
- |
14,4 |
150 |
0,6 |
1,51 |
3Т161Е |
|||||||
|
Шлифовать поверхность |
шлиф. круг |
30,5 |
41 |
0,21 |
0,56 |
- |
- |
12 |
150 |
0,62 |
1,42 |
||||||||
1.8 Техническое нормирование
Техническое нормирование проводим согласно методики изложенной в [5]. В серийном производстве определяется норма штучно-калькуляционного времени Тшт-к:
 , где
Тшт – штучное время;
, где
Тшт – штучное время;
Тшт=То+Тв+Тоб+Тот,
где Тп-з – подготовительно-заключительное время, мин;
n– количество деталей в настроечной партии, шт.;
То – основное время, мин;
Тв – вспомогательное время, мин;
Тоб – время на обслуживание рабочего места, мин;
Tот – время перерывов на отдых и личные надобности, мин.
Вспомогательное время состоит из затрат времени на отдельные приемы:
Тв = (Тус + Тзо + Туп + Тиз)×k ,
где Тус – время на установку и снятие детали, мин;
Тзо – время на закрепление и открепление детали, мин;
Туп – время на приемы управления, мин;
Тиз – время на измерение детали, мин;
k – коэффициент для мелкосерийногопроизводства k =1,85.
Время на обслуживание рабочего места Тоб слагается из времени на организационное обслуживание и времени на техническое обслуживание рабочего места:
Тоб =Ттех + Торг.
Основное время То вычисляется на основании принятых режимов резания.
Оперативное время:
Топ = То + Тв .
Общее время на обслуживание рабочего места и отдых в серийном производстве:
Тоб.от = Топ×Поб.от/100, где Поб.от – затраты временя в процентном выражении от оперативного времени, %.
Приведенные выше формулы для определения штучного и штучно-калькуляционного времени в серийном производстве для всех операций, кроме шлифовальных:
Тшт-к = Тп-з/n + То + Тв + Тоб.от .
Определим Тшт-к для операции 070 Горизонтально-фрезерная.
Время на установку и снятие детали, закрепление и открепление ее:
Ту.с+Тз.о= 2∙0,024 + 0,042 = 0,09 мин.
Время на приемы управления включить и выключить станок, перемещение стола в продольном и поперечном направлениях:
Туп =2∙(0,01 + 0,04 + 0,07)= 0,24 мин.
Время, затрачиваемое на измерение детали:
Тиз = 0,12 мин,
ТВ= (0,09+2∙0,01+2∙0,04+2∙0,07+0,12) × 1,85 = 0,83 мин,
Топ = 4,45/2 + 0,83 = 3,06 мин.
Время на обслуживание рабочего места и отдых составляет 7% от оперативного времени, тогда:
Тоб.от = (3,06×7)/100 = 0,21 мин.
Штучное время на одну деталь
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.