Расчёт минимальных значений припусков при точении (растачивании)
2Zmin i = 2(Rzi-1 + Ti-1 +ri-1).
При шлифования
2Zmin i = 2(Rzi-1 + Ti-1).
Под предварительное обтачивание
2Zmin 1 = 2(700 + 44)=2·744 мкм.
Под окончательное обтачивание
2Zmin 2 = 2(50 + 50 + 3)=2·103 мкм
Под шлифование
2Zmin 2 = 2(30 + 30 )=2·60 мкм.
Расчётные размеры:
dр1 = 55,01 + 0,12 = 55,13 мм,
dр2 = 55,13 + 0,206 = 55,34 мм,
dрз = 55,336 + 1,488 = 56,824 мм.
Наибольшие предельные размеры:
dmax1 = 55,01 + 0,0095 = 55,02 мм,
dmax2 = 55,13 + 0,037 = 55,167 мм,
dmax3 = 55,336 + 0,15 = 55,486 мм,
dmax4 = 56,824 + 0,37 = 57,194 мм.
Предельные значения припусков:
2Zпрmах3 =55,167 – 55,02 = 0,147 мм = 147 мкм,
2Zпрmах2 =55,486 – 55,167 = 0,319 мм = 319 мкм,
2Zпрmах1 =57,194 – 55,486 = 1,708 мм = 1708 мкм,
2Zпрmin3 =55,13 – 55,01 = 0,120 мм = 120 мкм,
2Zпрmin2 =55,336 – 55,13 = 0,206 мм = 206 мкм,
2Zпрmin1 =56,824 – 55,336 = 1,488 мм = 1488 мкм.
Общие припуски:
2Z0min= 1814 мкм,
2Z0max= 2174 мкм.
Общий номинальный припуск
Z0ном=Z0min+HЗ-НД = 1814 + 710 – 20 = 2504 мкм.
d Зном=55,01+2,108 = 52,506 мм.
Проверим правильность расчетов:
147 –120 = 37 – 9,5 = 27 мкм,
319 – 206 = 150 – 37 = 113 мкм,
1708– 1488 = 370 –150 = 222 мкм.
Проверка выполняется.
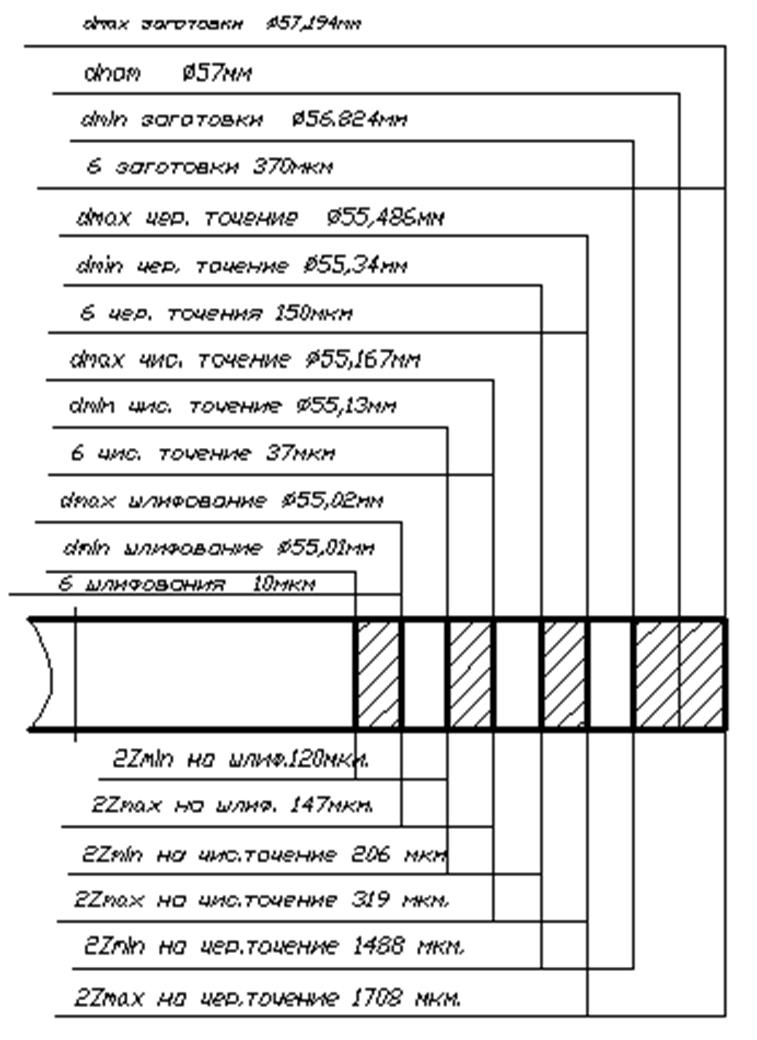
Рисунок 1.2 – Схема расположения припусков поверхности Ø68h6 мм
1.7 Расчет режимов резания
Расчет режимов резания проведем по [2].
070 Токарно-винторезная.
Данная операция выполняется на станке 16К20. Нарезание резьбы в отверстии M42х1,5. Используется метчик Р6М5 ГОСТ 3266 – 71.
t = 1,0 мм – равно шагу резьбы.
Подача s = 1,5 мм/об.
Расчет сводим в таблицу 1.25.
Таблица 1.12 – Расчет режимов резания для операции 070 Токарно-винторезная.
|
t, мм |
D, мм |
S, мм/об |
Cv |
x |
Y |
Q |
m |
T, мин |
Kv |
V, м/мин |
n,
мин |
|
1,0 |
42 |
1,5 |
83,0 |
0,45 |
0,5 |
- |
0,5 |
70 |
1,04 |
8,424 |
63,88 |
Уточняем по
паспорту станка n = 63 мин![]() .
.
Уточняем скорость (м/мин)
 .
.
Таблица 1.13 – Расчет мощности резания при нарезании резьбы
|
Cм |
Kмр |
Мкр |
N, кВт |
|
0,013 |
1,118 |
27,22 |
0,178 |
Минутная подача sм = 1,5·63 = 94,5мм/мин.
080 Радиально-сверлильная.
Сверлить 4 отверстия Ø 9 мм и отверстие Ø 7,8 мм. Используется сверло Ø 9 и Ø 7,8 ГОСТ10903-13.
Подача s = 0,1 мм/об.

Значения коэффициента Сv и показателей степени в формулах скорости резания при сверлении.
Cv = 14,7, мм, q = 0,25, y = 0,55, m = 0,125, охлаждения нет.
Среднее значение стойкости инструмента T = 35 мин.
Тогда скорость резания равна (м/мин)

Число оборотов шпинделя.
 .
.
Однако, полученное число оборотов слишком велико – возможна поломка
инструмента. Поэтому примем число оборотов шпинделя равным n’
= 355 мин![]() .
.
Уточняем скорость (м/мин):
 .
.
Таблица 1.14 – Расчет мощности при сверлении
|
Cм |
q |
y |
Кмр |
Мкр, Нм |
N, кВт |
|
0,021 |
2 |
0,8 |
1,118 |
3,014 |
0,11 |
Минутная подача sм = 0,1·355 = 35,5 мм/мин.
Таблица 1.15 – Режимы резания
|
Наименование операции |
D, мм |
B, мм |
t, мм |
i, шт |
Lрез, мм |
Lр.х., мм |
Sо, мм/об |
Sм, мм/мин. |
T, мин |
V, м/мин |
n, об/мин |
N, кВт |
То, мин |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
020 Автоматная токарная |
|||||||||||||
|
Точение наружной поверхности |
130 |
- |
2,5 |
1 |
41 |
45 |
0,315 |
88,2 |
50 |
106 |
280 |
1,872 |
0,46 |
|
Точение наружной поверхности |
62 |
- |
2,5 |
1 |
19 |
20 |
0,315 |
88,2 |
50 |
55 |
280 |
0,972 |
0,23 |
|
Подрезка торца |
130 |
- |
2,75 |
1 |
10 |
10 |
0,2 |
56 |
50 |
106 |
280 |
1,465 |
0,18 |
|
030 Автоматная токарная |
|||||||||||||
|
Подрезка торца |
130 |
- |
1,5 |
1 |
12 |
14 |
0,12 |
25,92 |
50 |
115 |
216 |
0,519 |
|
|
Точение наружной поверхности |
130 |
- |
2,75 |
1 |
39 |
40 |
0,19 |
41,04 |
50 |
115 |
216 |
1,529 |
0,82 |
|
Подрезка торца |
130 |
- |
1,5 |
1 |
12 |
14 |
0,12 |
25,92 |
50 |
115 |
216 |
0,519 |
0,82 |
|
Растачивание отверстия |
35 |
- |
1,5 |
1 |
32 |
40 |
0,19 |
41,04 |
50 |
32 |
216 |
0,013 |
|
|
Растачивание отверстия |
112 |
- |
1,5 |
1 |
20 |
22 |
0,19 |
41,04 |
50 |
103 |
216 |
0,013 |
|
|
Подрезка торца |
130 |
- |
1,5 |
1 |
19,4 |
40 |
0,12 |
50 |
103 |
216 |
0,747 |
0,82 |
|
|
Растачивание отверстия |
115 |
- |
1,5 |
1 |
19,4 |
40 |
0,19 |
41,04 |
50 |
105 |
216 |
0,013 |
0,82 |
|
040 Автоматная токарная |
|||||||||||||
|
Подрезка торца |
130 |
- |
1,3 |
1 |
35,7 |
36 |
0,18 |
38,888 |
50 |
114 |
216 |
0,688 |
|
|
Растачивание отверстия |
40,4 |
- |
1,2 |
1 |
40 |
40 |
0,2 |
43,2 |
50 |
35,6 |
216 |
0,012 |
0,82 |
|
Подрезка торца |
56 |
- |
0,5 |
1 |
14,4 |
15 |
0,14 |
30,24 |
50 |
52,8 |
216 |
0,102 |
|
|
Растачивание отверстия |
46,2 |
- |
1,2 |
1 |
24 |
26 |
0,2 |
43,2 |
50 |
40,6 |
216 |
0,012 |
0,56 |
|
Точение фаски |
56 |
- |
0,6 |
1 |
1,2 |
4 |
0,09 |
19,44 |
50 |
103 |
216 |
0,171 |
|
|
Точение поверхности |
116 |
- |
1,0 |
1 |
8,5 |
10 |
0,2 |
43,2 |
50 |
114 |
216 |
0,573 |
0,23 |
|
Точение фаски |
56 |
- |
3,5 |
1 |
2,5 |
5 |
0,09 |
19,44 |
50 |
52,8 |
216 |
0,51 |
0,26 |
|
Расточка канавки |
47,5 |
3 |
2,5 |
1 |
3 |
7 |
0,06 |
12,96 |
50 |
42,3 |
216 |
0,215 |
0,54 |
|
Протачивание канавки |
54,5 |
3 |
0,5 |
1 |
3 |
5 |
0,09 |
19,44 |
50 |
49 |
216 |
0,068 |
|
|
Точение поверхности |
56,5 |
- |
1,0 |
1 |
16,8 |
20 |
0,2 |
43,2 |
50 |
54,5 |
216 |
0,274 |
0,47 |
|
060 Алмазно-расточная |
|||||||||||||
|
Растачивание отверстия |
47 |
- |
0,25 |
1 |
27 |
30 |
0,31 |
192,2 |
50 |
90 |
620 |
0,014 |
0,16 |
|
Подрезка торца |
118 |
- |
0,2 |
1 |
30 |
30 |
0,18 |
111,6 |
50 |
100 |
620 |
0,093 |
0,27 |
|
070 Токарно-винторезная |
|||||||||||||
|
Нарезать резьбу |
42 |
- |
1,0 |
1 |
9 |
35 |
1,5 |
94,5 |
70 |
8,2 |
63 |
0,178 |
0,37 |
|
080 Радиально-сверлильная |
|||||||||||||
|
Сверление отверстия |
9 |
- |
1,0 |
4 |
16 |
22 |
0,1 |
35,5 |
35 |
10 |
355 |
0,11 |
0,62 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
11 |
12 |
13 |
14 |
|
|
090 Радиально-сверлильная |
|||||||||||||
|
Развернуть отверстие |
8 |
- |
0,1 |
1 |
16 |
22 |
0,4 |
100 |
35 |
63 |
250 |
0,009 |
0,22 |
|
100 Алмазно-расточная |
|||||||||||||
|
Растачивание отверстия |
10 |
- |
0,5 |
1 |
10 |
14 |
0,05 |
92,5 |
50 |
60 |
1850 |
0,01 |
0,15 |
|
120 Круглошлифовальная |
|||||||||||||
|
Шлифование поверхности |
127,5 |
- |
- |
1 |
35 |
35 |
- |
37 |
- |
25(м/с) |
63 |
3,202885 |
0,95 |
|
Для круга |
- |
0,24 |
1 |
35 |
35 |
0,005(мм/ход) |
- |
30 |
955 |
1.8 Техническое нормирование
В серийном производстве определяем норму штучно-калькуляционного времени для каждой операции по формуле [1]
 , где
, где ![]() - штучное время, мин, которое определяется по
формуле
- штучное время, мин, которое определяется по
формуле
![]() ,
,
![]() - подготовительно-заключительное время, мин;
- подготовительно-заключительное время, мин;
![]() - количество деталей в настроечной партии, шт;
- количество деталей в настроечной партии, шт;
![]() - основное время, мин;
- основное время, мин;
![]() - вспомогательное время, мин, которое
определяется по формуле
- вспомогательное время, мин, которое
определяется по формуле
![]()
![]() - время на организационное
обслуживание рабочего места и отдых, мин;
- время на организационное
обслуживание рабочего места и отдых, мин;
![]() - время на установку и снятие
детали, мин;
- время на установку и снятие
детали, мин;
![]() - время на закрепление и
открепление детали, мин;
- время на закрепление и
открепление детали, мин;
![]() - время на приемы управления,
мин;
- время на приемы управления,
мин;
![]() - время на измерение детали, мин;
- время на измерение детали, мин;
k – коэффициент, для крупносерийного производства k = 1,5.
Произведем расчет технической нормы времени для операции
020 Автоматно- токарной .
Основное время
То = 0,46 мин.
Составляющие подготовительно-заключительного времени:
- на комплекс приемов для станка – 8 мин;
- время на получение инструмента и приспособлений до начала работы и сдачи их после завершения работы – 7 мин.
Итого подготовительно-заключительное время
![]()
Вспомогательное время.
Время на
установку и снятие детали - ![]() =
0,16мин.
=
0,16мин.
Время на
закрепление и открепление детали - ![]() = 0,042мин.
= 0,042мин.
Составляющие времени на приемы управления:
- включить и выключить станок кнопкой - 0,01мин;
- подвести или отвести инструмент к детали 3 раза - 0,025мин;
- перемещение рабочего органа - 0,04мин.
- снять и установить инструмент – 0,16 мин.
Итого время на приемы управления
![]()
Составляющие времени на измерение детали:
- время на измерение образцом шероховатости - 0,07мин;
- время на измерение штангенциркулем - 0,15мин.
При 10% контролируемых деталях получим
![]()
Итого вспомогательное время
![]()
Оперативное время
![]()
Время на обслуживание рабочего места и отдых составляет 6% от оперативного времени, тогда
![]()
Штучно-калькуляционное время

Аналогично определяем нормы времени по другим операциям.
Результаты нормирования технологического процесса приведены в таблице 1.33.
Таблица 1.16 – Нормы времени технологического процесса в минутах
|
|
|
|
|
|
|
|||||
|
Операция |
|
|
|
|
|
|||||
|
020 Автоматная токарная |
0,46 |
0,16 |
0,042 |
0,37 |
0,022 |
0,081 |
0,891 |
17 |
1,432 |
1,489 |
|
030 Автоматная токарная |
0,82 |
0,16 |
0,042 |
1,91 |
0,096 |
0,248 |
3,312 |
17 |
4,38 |
4,437 |
|
040 Автоматная токарная |
0,82 |
0,16 |
0,042 |
1,91 |
0,1 |
0,248 |
3,318 |
17 |
4,39 |
4,443 |
|
060 Алмазно-расточная |
0,27 |
0,2 |
0,076 |
0,4 |
0,047 |
0,081 |
1,085 |
16,3 |
1,436 |
1,491 |
|
070 Токарно-винторезный |
0,37 |
0,13 |
0,042 |
0,19 |
0,041 |
0,058 |
0,605 |
16 |
1,033 |
1,086 |
|
080 Радиально-сверлильная |
0,62 |
0,063 |
0,042 |
0,405 |
0,007 |
0,077 |
0,776 |
13 |
1,472 |
1,516 |
|
090 Радиально-сверлильная |
0,22 |
0,063 |
0,042 |
0,205 |
0,018 |
0,039 |
0,492 |
13 |
0,751 |
0,794 |
|
100 Алмазно-расточная |
0,15 |
0,063 |
0,042 |
0,295 |
0,018 |
0,047 |
0,627 |
16 |
0,824 |
0,877 |
|
120 Круглош-лифовальная |
0,95 |
0,2 |
0,11 |
0,22 |
0,023 |
0,107 |
0,83 |
16 |
1,886 |
1,94 |
1.9 Выбор оборудования и расчет его количества
Правильный выбор оборудования определяет его рациональное использование. При выборе станков для разработанного технологического процесса этот фактор должен учитываться таким образом, чтобы исключить их простои. С этой целью, наряду с другими технико-экономическими показателями, определяют критерии, показывающие степень использования каждого станка в отдельности и всех вместе по разработанному технологическому процессу [1].
Расчетное количество станков определяется по формуле:
 , где
, где ![]() - штучно-калькуляционное
время на данной операции, мин;
- штучно-калькуляционное
время на данной операции, мин;
![]() - такт выпуска, мин/шт, который
определяется по формуле
- такт выпуска, мин/шт, который
определяется по формуле
Коэффициент
загрузки станка ![]() определяется по формуле
определяется по формуле
 , где
, где ![]() -
расчетное количество станков на данной операции;
-
расчетное количество станков на данной операции;
![]() -
принятое (фактическое) количество станков на данной операции.
-
принятое (фактическое) количество станков на данной операции.
Коэффициент
использования оборудования по основному времени ![]() свидетельствует
о доле машинного времени, в общем времени работы станка и определяется по
формуле
свидетельствует
о доле машинного времени, в общем времени работы станка и определяется по
формуле
 .
.
Использование оборудования по мощности привода характеризуется коэффициентом использования оборудования по мощности, который определяется по формуле
 , где
, где ![]() -
необходимая мощность на приводе станка, кВт;
-
необходимая мощность на приводе станка, кВт;
![]() - мощность установленного электродвигателя,
кВт.
- мощность установленного электродвигателя,
кВт.
Производим расчет необходимого количества оборудования, а также рассчитываем коэффициенты загрузки, использования оборудования по времени и мощности для каждой операции технологического процесса.
Результаты расчетов сводим в таблицу 1.34.
Таблица 1.17 – Расчет коэффициентов загрузки оборудования
|
Операция |
То, мин |
Тшт-к, мин |
|
|
|
|
Nпр, кВт |
Nст, кВт |
|
|
020 Автоматная токарная |
0,46 |
1,489 |
0,097 |
1 |
0,097 |
0,309 |
1,87 |
13,0 |
0,144 |
|
030 Автоматная токарная |
0,82 |
4,437 |
0,290 |
1 |
0,290 |
0,185 |
1,53 |
20,0 |
0,077 |
|
040 Автоматная токарная |
0,82 |
4,443 |
0,290 |
1 |
0,290 |
0,185 |
0,69 |
20,0 |
0,035 |
|
060 Алмазно-расточная |
0,27 |
1,491 |
0,097 |
1 |
0,097 |
0,181 |
0,093 |
12,0 |
0,008 |
|
070 Токарно-винторезный |
0,37 |
1,086 |
0,071 |
1 |
0,071 |
0,34 |
0,18 |
10,0 |
0,018 |
|
080 Радиально-сверлильная |
0,62 |
1,516 |
0,099 |
1 |
0,099 |
0,409 |
0,11 |
4,5 |
0,024 |
|
090 Радиально-сверлильная |
0,22 |
0,794 |
0,052 |
1 |
0,052 |
0,277 |
0,009 |
4,5 |
0,002 |
|
100 Алмазно-расточная |
0,15 |
0,877 |
0,057 |
1 |
0,057 |
0,171 |
0,01 |
12,0 |
0,001 |
|
120 Круглош-лифовальная |
0,95 |
1,94 |
0,127 |
1 |
0,127 |
0,49 |
3,203 |
10,0 |
0,32 |
|
Средние значения |
9 |
1,18 |
2,55 |
0,629 |
По данным таблицы 1.34 строим графики:
- график загрузки оборудования – рисунок 1.3;
- график загрузки оборудования по основному времени – рисунок 1.4;
- график загрузки оборудования по мощности – рисунок 1.5.
Рисунок 1.3 – График загрузки оборудования
Рисунок 1.4 – График загрузки оборудования по основному времени
Рисунок 1.5 – График загрузки оборудования по мощности
1.10 Уточнение типа производства и установление его
организационной формы
По рассчитанным нормам времени (см. таблицу 1.17) уточняем тип производства. Расчет выполняется в последовательности, приведенной в пункте 1.2. Результаты расчета сведены в таблицу 1.19.
Таблица 1.19 – Уточнение типа производства
|
Операция |
|
|
|
|
|
|
020 Автоматная токарная |
1,489 |
0,1218 |
1 |
0,1218 |
8,208 |
|
030 Автоматная токарная |
4,437 |
0,363 |
1 |
0,363 |
2,755 |
|
040 Автоматная токарная |
4,443 |
0,363 |
1 |
0,363 |
2,751 |
|
060 Алмазно-расточная |
1,491 |
0,122 |
1 |
0,122 |
8,197 |
|
070 Токарно-винторезный |
1,086 |
0,0888 |
1 |
0,0888 |
11,254 |
|
080 Радиально-сверлильная |
1,516 |
0,124 |
1 |
0,124 |
8,062 |
|
090 Радиально-сверлильная |
0,794 |
0,065 |
1 |
0,065 |
15,393 |
|
100 Алмазно-расточная |
0,877 |
0,072 |
1 |
0,072 |
13,936 |
|
120 Круглош-лифовальная |
1,94 |
0,159 |
1 |
0,159 |
6,3 |
|
Итого |
18,073 |
- |
9 |
- |
76,86 |
Коэффициент закрепления операции.
Полученное
значение ![]() по ГОСТ 14.004–74 соответствует серийному
типу производства [1].
по ГОСТ 14.004–74 соответствует серийному
типу производства [1].
Форма организации производства в соответствии с ГОСТ 14.312 зависит от установленного порядка выполнения операций технологического процесса, расположения технологического оборудования, количества изделий и направления их движения в процессе изготовления. Установлены две формы организации производства: групповая и поточная. Так как загрузка оборудования достаточно низкая, то принимаем групповую форму организации производства, при которой запуск изделий в производство осуществляется партиями с определенной периодичностью.
Размер партии пересчитаем с учетом изменившегося времени Тшт-к.
Количество смен:
 .
.
 мин.
мин.
Количество деталей в партии для одновременного запуска (рассчитали в пункте 1.2) n = 141,7 шт.
 смены.
смены.
Округляем до целого числа cпр = 1 смена, тогда скорректированное значение размера партии деталей будет равно
 шт.
шт.
Принимаем n = 200 шт.
2 Конструкторский раздел
2.1 Приспособление для фрезерования
2.1.1 Назначение, принцип действия и описание работы
Наладка для расточки предназначена для установки заготовки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.