



































Вертикально-сверлильная с ЧПУ», 040 «Вертикально-фрезерная» и 080 «Вертикально-сверлильная». Данная замена не повлияет на точность и качество поверхности. Данные изменения приводят к снижению себестоимости, уменьшению количества оборудования, рабочих, специальной оснастки.
Базовый технологический процесс оформлен в виде табл. 1.8.
Предлагаемый технологический процесс обработки детали см. в табл. 1.9.
Ниже приведено экономическое обоснование произведенных изменений, расчет ведем по методике, изложенной в литературе [6]
Базовый техпроцесс
Операция “Сверлильная с ЧПУ”. Cтанок 2С150ПМФ4
1.Цена станка
Ц = 61 743 314 руб.
2. Площадь станка в плане
F = f × Kf = 11,4× 2 = 22,8 м2, где f - площадь станка в плане, м2;
Kf- коэффициент, учитывающий производственную площадь проходов, проездов и др.
3.Часовая тарифная ставка станочника-сдельщика четвертого разряда;
Cт.ф = 2047 руб.
4. Основная и дополнительная зарплата с начислениями и учетом многостаночного обслуживания
Cз = e × Ст.ф × К × Y = 1.53 × 2047× 1 × 1 = 3132 руб./ч.
где e -коэффициент, учитывающий дополнительную заработную плату, равную 9%, начисления на соц. страхование 7.6% и приработок к основной зарплате в результате перевыполнения норм на 30%
e = 1,09 × 1.076 × 1.3 = 1,53;
К - коэффициент ,учитывающий зарплату наладчика;
Y-коэффициент, учитывающий оплату рабочего при многостаночном обслуживании.
5.Часовые затраты по эксплуатации рабочего места
Сч.з = С ч.з × Км = 1265 × 1,2 = 1518 руб./ч.;
где Сч.з. - практические часовые затраты на базовом рабочем месте, руб./ч.;
Км - коэффициент , показывающий во сколько раз затраты ,связанные с работой данного станка, больше, чем аналогичные расходы у базового станка.
6. Капитальные вложения в станок
Ц 61 743 314
Кс = ¾¾¾ = ¾¾¾¾¾ = 38132 руб./ч.
Fд × hз 2024× 0,8
7. Капитальные вложения в здание
F × 266000 22,8 × 266000
Кз = ¾¾¾¾¾¾¾ = ¾¾¾¾¾¾¾ = 3745 руб./ч.
Fд × hз 2024 × 0,8
8. Часовые приведенные затраты
Сп.з = Cз + Сч.з + Ен × ( Кс + Кз) = 3132+ 1518+0,15 × (38132 + 3745) = 10931руб./ч.
где Ен - нормативный коэффициент экономической эффективности капитальных вложений ( Ен=0,15).
9. Технологическая себестоимость операции мех. обработки
Сп.з. × Тш-к 10931 × 28,185
Со = ¾¾¾¾¾ = ¾¾¾¾¾¾ = 4370руб.,
60 × Кв 60 × 1,3
где Кв - коэффициент выполнения норм.
Операция “ Вертикально-сверлильная”, станок 2Н125
1. Ц = 9 129 527 руб.
2. F = 1.004 × 4 = 4,016 м2, принимаем F =6 м2
3. Ст.ф. =2047руб./ч.
4. Cз = 1,53 × 2047× 1 × 1 = 3132 руб./ч.
5. Сч.з. = 1265× 1,2 = 1518 руб./ч.
9 129 527
6. Кс = ¾¾¾¾¾ = 5638 руб./ч.
2024 × 0,8
6 × 266000
7. Кз = ¾¾¾¾¾¾ = 985 руб./ч.
2024 × 0,8
8. Сп.з = 3132+ 1518 + 0,15 × (985 + 5638) = 5643руб./ч.
5643 × 1,517
9. Co = ¾¾¾¾¾¾¾ = 110 руб.
78
Операция “ Вертикально-фрезерная” станок 6Р13
1. Ц = 29 054 020 руб.
2. F = 5,8 × 3 = 17,4 м2
3. Ст.ф =2047 руб/ч.
4. Cз = 1.53 × 2047 × 1 × 1 = 3132 руб./ч.
5. Сч.з =1265 × 1,8 = 2277 руб./ч.
29 054 020
6. Кс = ¾¾¾¾¾ = 17 943 руб./ч.
2024 × 0,8
17,4× 266000
7. Кз = ¾¾¾¾¾¾¾¾¾ = 2858 руб./ч.
2024 × 0.8
8. Сп.з. = 3132 + 2277 + 0,15 × (17943 + 2858) = 8529 руб./ч.
8529 × 2,063
9. Co = ¾¾¾¾¾¾- = 226 руб.
78
Операция “ Вертикально-сверлильная”, станок 2Н125
1. Ц = 9 129 527 руб.
2. F = 1.004 × 4 = 4,016 м2, принимаем F =6 м2
3. Ст.ф. =2047руб./ч.
4. Cз = 1,53 × 2047× 1 × 1 = 3132 руб./ч.
5. Сч.з. = 1265× 1,2 = 1518 руб./ч.
9 129 527
6. Кс = ¾¾¾¾¾ = 5638 руб./ч.
2024 × 0,8
6 × 266000
7. Кз = ¾¾¾¾¾¾ = 985 руб./ч.
2024 × 0,8
8. Сп.з = 3132+ 1518 + 0,15 × (985 + 5638) = 5643руб./ч.
5643 × 2,106
9. Co = ¾¾¾¾¾¾¾ = 153 руб.
78
Предлагаемый техпроцесс
Операция “ Вертикально-фрезерная” станок 6Р12
1. Цена станка
Ц = 23 048 920 руб.
2. Площадь станка в плане
F = f × Kf = 4,485 × 3 = 13,46 м2, где f - площадь станка в плане, м;
Kf-коэффициент, учитывающий производственную площадь проходов, проездов и др.
3.Часовая тарифная ставка станочника-сдельщика четвертого разряда
Cт.ф = 2047 руб.
4. Основная и дополнительная зарплата с начислениями и учетом многостаночного обслуживания
Cз = e × Ст.ф × К × Y = 1,53 × 2047 × 1 × 1 = 3132 руб./ч., где e -коэффициент, учитывающий дополнительную заработную плату, равную
9%, начисления на соц. страхование 7.6% и приработок к основной зарплате в результате перевыполнения норм на 30%;
e = 1,09 × 1,076 × 1.3 = 1,53;
К - коэффициент ,учитывающий зарплату наладчика;
Y - коэффициент ,учитывающий оплату рабочего при многостаночном обслуживании;
5.Часовые затраты по эксплуатации рабочего места
Сч.з = Сч.з × Км = 1265 × 1,5 = 1897 руб./ч.
где Сч.з - практические часовые затраты на базовом рабочем месте, руб./ч;
Км - коэффициент , показывающий во сколько раз затраты ,связанные с работой данного станка, больше, чем аналогичные расходы у базового станка.
6. Капитальные вложения в станок
Ц 23 048 920
Кс = ¾¾¾ = ¾¾¾¾¾ = 14234руб./ч.
Fд × hз 2024× 0,8
7. Капитальные вложения в здание
F × 266000 13,46 × 26600
Кз = ¾¾¾¾¾¾¾ = ¾¾¾¾¾¾¾ = 2211 руб./ч.
Fд × hз 2024 × 0,8
8. Часовые приведенные затраты
Сп.з = Cз + Сч.з + Ен × ( Кс + Кз) = 3132+1897 + 0,15×(14234+ 2211) = 7496 руб./ч.;
где - Ен нормативный коэффициент экономической эффективности капитальных вложений ( Ен=0,15).
9. Технологическая себестоимость операции мех. обработки
Сп.з × Тш-к 7496 × 2,67
Со = ¾¾¾¾¾ = ¾¾¾¾¾¾ = 256 руб.;
60 × Кв 60 × 1,3
где Кв - коэффициент выполнения норм;
Тш-к. для предлагаемого тех. процесса приведено в таблице 1.13.
Операция “Сверлильная с ЧПУ”. Станок 2С150ПМФ4
1. Ц = 61 743 314 руб.
2. F = 11,4 × 2 = 22,8 м2.
3.Cт.ф = 2047 руб.
4. Cз = 1.53 × 2047× 1 × 1 = 3132 руб./ч.
5.Сч.з = 1265 × 1,2 = 1518 руб./ч.
61 743 314
6. Кс = ¾¾¾¾ = 38132 руб./ч.
2024 × 0,8
7.
22,8 × 266000
Кз = ¾¾¾¾¾¾¾ = 3745 руб./ч.
2024 × 0,8
8. Сп.з = 3132+ 1518+0,15 × (38132 + 3745) = 10931 руб./ч.
9. Технологическая себестоимость операции мех. обработки
Сп.з. × Тш-к 10931 × 32
Со = ¾¾¾¾¾ = ¾¾¾¾¾¾ = 4484 руб.,
60 × Кв 60 × 1,3
Приведенная годовая себестоимость определяется по формуле
где Со’ и Со’’- себестоимости сравниваемых операций.
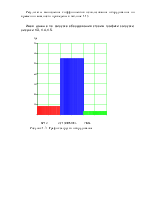
Результаты сравнения базового и предлагаемого вариантов технологического процесса приведены в табл. 1.10.
Таблица 1.10 - Сравнение базового и предлагаемого техпроцессов по экономической себестоимости
Базовый техпроцесс |
Предлагаемый техпроцесс |
||
|
Наименование операции |
Себестоимость Со’ , руб./ч. |
Наименование операции |
Себестоимость Cо’’ , руб./ч. |
Сверлильная с ЧПУ |
4370 |
Вертикально-фрезерная |
256 |
Вертикально-сверлильная |
110 |
Сверлильная с ЧПУ |
4484 |
|
Вертикально-фрезерная |
226 |
||
|
Вертикально-сверлильная |
153 |
||
|
SCо’ = 4859 |
SCо’’=4621 |
||
Эг = (4859 - 4484) × 3000 = 357000 руб/год.
Из табл.1.10 видно, что предлагаемый техпроцесс дешевле базового . Однако при более точном расчете годовой экономический эффект может оказаться значительно выше.
1.6 Расчет припусков на механическую обработку
Расчет припуска на механическую обработку отверстия Æ20Н8
Произведем расчет припусков на механическую обработку поверхности Æ20Н8(+0.033) расчетно-аналитическим методом.
Технологический маршрут обработки отверстия Æ20Н8 состоит из четырёх операций: сверление, зенкерование, двукратное развертывание, выполняемых при одной установки обрабатываемой детали. Заготовка устанавливается на плоскость и базируется в призмах.
Расчет припусков на обработку отверстия Æ20Н8 приведен в таблице 1.11 , в которой последовательно записывается технологический маршрут обработки отверстия и все значения элементов припуска Расчет производим по методике, изложенной в литературе [6].
Определяем суммарное отклонение по формуле
rз=(С02+(Dу × L)2)1/2, где С0-смещение оси отверстия при сверления; С0=25 мкм. ;
Dу- удельный увод оси отверстия при сверлении; Dу=0
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.