2.4.1 Определение межоперационных припусков и операционных размеров
Расчёт припусков представлен в табличной форме.
Таблица 2.9 −Определение последовательности обработки детали
|
Последовательность механической обработки поверхности Ø 54u8 |
Точность обработки |
Способ базирования детали в приспособлении |
Расчёт погрешности установки,Eу, мм |
|
|
Квалитет с допуском, мм |
Шероховатость, Ra, мм |
|||
|
1 |
2 |
3 |
4 |
5 |
|
Черновое точение |
h14 |
12,5 |
Базирование детали по необработанной поверхности Ø60h12 в 3-х кулачковом патроне |
Eб=0; Eз=0,42 мм; Eу=√Eб2+Eз2= =0,42 мм |
|
Точение получистовое |
h10 |
6,3 |
Деталь обрабатывается без переустановки |
Eу=Eинд= =0,05 мм |
|
Точение чистовое |
u8 |
3,2 |
Деталь обрабатывается без переустановки |
Eу = Eинд = =0,05 мм |
Таблица 2.10 −Аналитический расчёт припусков, мм
|
Перехо- ды меха- нической обработки Ø35Н9 |
Элементы припусков |
Расчетный припуск 2Zmin,мм |
Расчётный размер детали Dp,мм |
Допуск T, мм |
Предельный размер, мм |
Предельный размер, мм |
|||||
|
Rz |
h |
p |
Ee |
dmix |
dman |
2Zminпр |
2Zmaxпр |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
Поковка |
0,15 |
0,15 |
1 |
− |
− |
57,364 |
2,2 |
57,364 |
59,564 |
− |
− |
|
Точение черновое |
0,05 |
0,05 |
0,06 |
0,42 |
2,77 |
54,544 |
0,82 |
54,544 |
55,414 |
2,77 |
4,15 |
|
Точение получис товое |
0,04 |
0,04 |
0,05 |
0,05 |
0,36 |
54,234 |
0,36 |
54,234 |
54,594 |
0,36 |
0,82 |
|
Точение чистовое |
0,03 |
0,03 |
0,04 |
0,05 |
0,3 |
53,934 |
0,066 |
53,934 |
54 |
0,3 |
0,594 |
|
3,43 |
5,564 |
ρзаг=![]() =
=![]() =1мм
(2.5)
=1мм
(2.5)
ρкор=∆к×D, (2.6)
где ∆к−удельная кривизна заготовок, ∆к=0,01 мм,
ρкор=погрешность по короблению,
ρсм=Т/2=2/2=1 мм (2.7)
ρкор=0,01×54=0,054 мм
ρост=ky×ρзаг, (2.8)
ρост1=0,06×1=0,06
ρост2=0,05×1=0,05
ρост3=0,04×1=0,04
2Zmin=![]() (2.9)
(2.9)
2Zmin= ![]() =0,3мм
=0,3мм
2Zmin= ![]() =0,36мм
=0,36мм
2Zmin= ![]() =2,77мм
=2,77мм
Проверка
2Zmaxпр-2Zminпр=ТДз-ТДд
5,39-3,43=2,0-0,046
1,96=1,96
Расчет выполнен в соответствии с методикой, представленной в
[Горбацевич. 1975, с62…85]
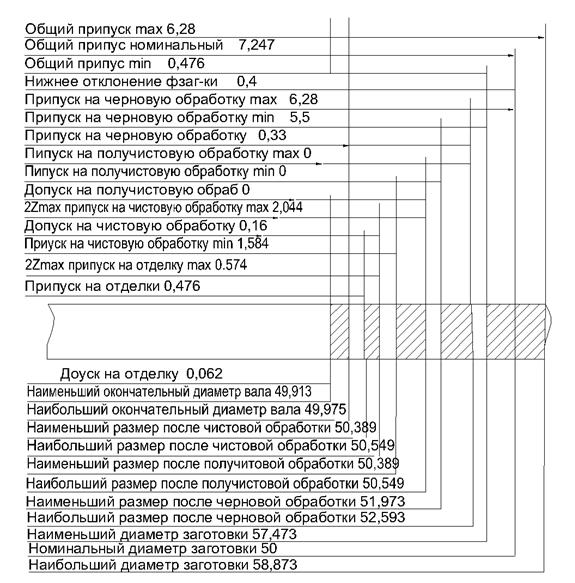
Рисунок 1 - Схема расположения припусков и операционных размеров с допусками.
Таблица 2.8 −Табличный расчёт припусков
|
Переходы механической обработки поверхности Ø 50h9 |
Точность обработки |
Припуск табличный Z, мм |
Расчёт размера заготовки, мм |
||
|
Квалитет, мм |
Допуск, мм |
Шероховатость, мм |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Шлифование |
h6 |
0,062 |
1,6 |
0,7 |
50 |
|
Точение чистовое |
h11 |
0.16 |
3,2 |
0.4 |
50.7 |
|
Точение получистовое |
h12 |
0.14 |
6.4 |
0,5 |
51,1 |
|
Точение черновое |
h14 |
0,62 |
12,5 |
0,82 |
51,6 |
|
Поковка |
− |
1.2 |
− |
52,42 |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.