












число дней на которые необходимо иметь запас деталей (5…10):
Фрд – число рабочих дней в году,
366 – (103+9)=254 дня (1.3)
1.6 Разработка чертежа заготовки
Метод выполнения заготовок определяется назначением и конструкцией детали, материалом, техническими требованиями, масштабом и серийностью выпуска.
Учтем припуски назначаемые на деталь.
На Ø45f8 Ra2.5:
Предварительное шлифование 0,5мм;
Чистовое точение 0,5мм;
Черновое точение 1,5мм;
Ø45+1,5*2+0,5*2+0,5*2=Ø50 мм;
На Ø29Н9 Ra0.16:
Алмазное растачивание 0,5мм;
Чистовое растачивание 1мм;
Ø29-0,5*2-1*2=Ø26 мм;
На длину 51 Ra3.2:
Чистовое точение 1мм;
Черновое точение 1мм;
51+1*2+1*2=55 мм;
Исходя из назначенных размеров, выбираем заготовку нужного материала и габаритных размеров. Для крупносерийного производства подходит труба 50х12 ГОСТ 8734-75 В 40Х ГОСТ 8733-74.
1.7 Определение выдерживаемых параметров точности на операции техпроцесса
Определение параметров точности на операции техпроцесса прежде всего выполняется исходя из чертежа детали. Анализируются технические требования предъявляемые на различные поверхности детали.(допуски и посадки, шероховатость и т.д.).
Таблица 2.1 − Анализ технических требований
|
Размеры и требования к размерной и геометрической точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности. Способы базирования и виды обработки |
Методы контроля и средств измерения |
|||
|
2 |
3 |
4 |
5 |
6 |
|||
|
51(-0,1) |
3,2 |
|
Однократное чистовое точение после чернового |
Штанген-циркуль |
|||
|
Ǿ45f8 |
2,5 |
___ |
Однократное чистовое точение после чернового и предварительное шлифование |
Скоба |
|||
|
Ǿ41,3h9(+0,062) |
2,5 |
|
Однократное чистовое точение |
Скоба |
|||
|
Ǿ38h14(-0,62) |
6,3 |
____ |
Однократное черновое точение |
Скоба |
|||
|
Ø32Н9(+0,025) |
0,16 |
|
Черновое, чистовое и алмазное растачивание |
Пробка |
|||
|
Ø29Н9(+0,025) |
0,16 |
|
Черновое, чистовое и алмазное растачивание |
Пробка |
|||
|
Ø12Н14(+0,62) |
6,3 |
____ |
Сверление |
Штанген-циркуль, |
1.8 Разработка и обоснование схем установки детали на операциях тех процесса
Выбор баз является важным этапом разработки технологического процесса, т.к. от него зависит точность обработки.
При выборе баз необходимо соблюдать следующие правила:
1. Использовать черновую поверхность в качестве базы можно только один раз, при этом эта поверхность должна иметь как меньший предел, наименьшее количество внешних дефектов.
2.При разработке технологического процесса необходимо использовать по возможности принцип постоянства баз.
3. На отделочных или чистовых операциях необходимо по возможности применять принцип совмещения баз, а именно в качестве технологической базы использовать конструкторскую или измерительную.
Схемы установки детали для различных операций по ГОСТ 3.1107-81, ГОСТ 2.1457-81, и соответствующие им схемы базирования по
ГОСТ 3.1107-81.
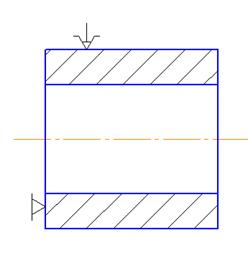
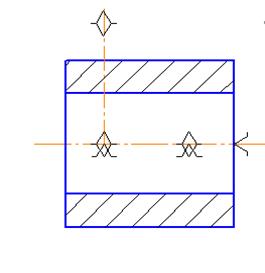
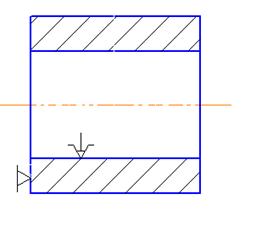
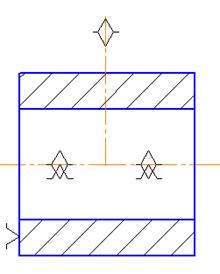
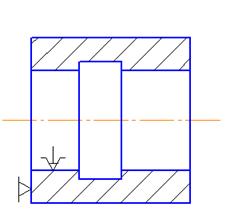
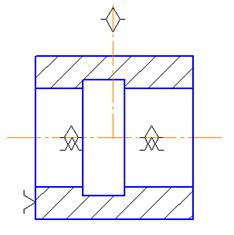
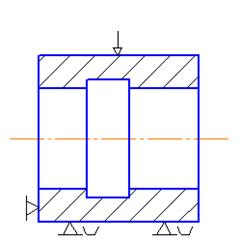
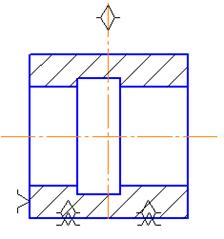
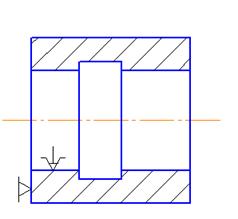
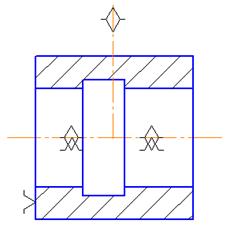
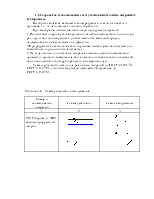
Таблица 2.6 – Схема установки и базирования
|
Номер и наименование операции |
Схема установки |
Схема базирования |
|
1 |
2 |
3 |
|
010 Токарная с ЧПУ, самоцентрирующий патрон |
|
|
|
1 |
2 |
3 |
|
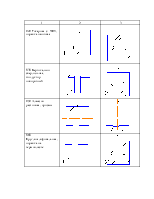
020 Токарная с ЧПУ, оправка цанговая |
|
|
|
030 Вертикально-сверлильная, кондуктор поворотный |
|
|
|
050 Алмазно-расточная, призмы |
|
|
|
060 Круглошлифовальная, оправка на термопласте |
|
|
1.9 Выбор оборудования и инструментов
Выбор оборудования определяется возможностью того или иного станка, обеспечивающего выполнение точных требований предъявляемых деталей: 1. Основные размеры станка должны соответствовать габаритным размерам детали; 2. Производительность станка должна обеспечивать обработку необходимого количества деталей; 3. Меньше затраты времени на обработку; 4. Меньшая отпускная цена станка.
|
№ операции |
Наименование операции |
Оборудование |
инструмент |
|
010 |
Токарная с ЧПУ |
16А20Ф3 |
Резец спец. Т15К6 |
|
020 |
Токарная с ЧПУ |
16А20Ф3 |
Резец спец. Т15К6 |
|
030 |
Вертикально-сверлильная |
2Н135 |
Сверло спец. Ø12 |
|
050 |
Алмазно-расточная |
||
|
050 |
Алмазно-расточная |
ОС8218 |
Резец спец. |
|
060 |
Круглошлифовальная |
3М151 |
Абразивный круг |
1.10 Разработка технологического обеспечения оснащаемой операции техпроцесса
1.10.1 Расчет режимов резания
Вид обработки: Окончательная, Ra = 2,5.
Параметры детали: ![]() ;
; ![]() ;
; ![]() .
.
Модель станка: 3М151.
1. Исходя из условий обработки выбираем шлифовальный круг –
24А16-25С1К.
2. По паспортным данным станка выбираем размеры шлифовального круга
![]() ;
; ![]() ;
; ![]() .
.
3. Определяем частоту вращения шлифовального круга
 .
.
4. По паспортным данным
станка корректируем значение ![]() в меньшую сторону
в меньшую сторону ![]() .
.
5. По справочным данным находим скорость вращения заготовки
![]() .
.
6. Рассчитываем частоту вращения заготовки
 ,
,
 .
.
7. По справочным таблицам определяем глубину шлифования
![]() .
.
8. По справочным таблицам определяем продольную подачу
![]() .
.
9. Определяем скорость продольного хода стола
 ,
,
 .
.
10. Определяем мощность резания
![]() ,
,
![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
,
![]() .
.
11. Проверяем достаточна ли мощность станка для проведения данной операции
![]() ,
, ![]() ,
, ![]() ;
;
![]() .
.
12. Определяем время обработки
 ,
,
 .
.
13. Определим силу резания
![]()
![]() кгс.
кгс.
1.10.2 Определение нормы времени
В серийном производстве определяется норма штучно-калькуляционного времени:
Тп-з
Тш-к = ¾¾ + Тшт ;
n
где Тп-з - подготовительно - заключительное время , мин;
n - количество деталей в настроечной партии , шт;
Тшт - штучное время , мин;
Тшт = То + Тв + Тоб.от, где То - основное время , мин ;
То=å Тоj;
Тв - вспомогательное время , мин ;
Тв=0.15(Тус+Тзо+Туп+Тиз), где Т.ус- время на установку и снятие заготовки, мин;
Тзо- время на закрепление и открепления детали, мин.
Туп- время на приемы управления, мин.;
Тиз- время на измерения детали, мин.;
Тоб.от- время на отдых и организационное обслуживание рабочего места, мин;
Тоб.от=Топ × Поб.от, где Поб.от- затраты времени на отдых в процентном отношении к оперативному;
Тшт = То + 1.5(Тус+Тзо+Туп+Тиз)+Тоб.от.
Пример определения Тш-к (на операции 070 горизонтально-фрезерная).
То=1,401 мин.;
Тус=0,112 мин. ([1], стр.199);
Тзо=0,024 мин. ([1],стр.202);
Туп=0,01+0.08+0.04=0,13 мин. ([1], стр.202-206);
Тиз=0,12 мин. ([1], стр.207-209);
Топ=1,401+0,112+0,024+0,13+0,12=1,787 мин.;
Тпз=14 мин. ([1],стр.197);
Топ.от=1,787 × 7/100=0,12 мин. ([1],стр.213);
Тшт-к=1,4+1,5(0,112+0,024+0,13+0,12)+0,12+14/295=2,15 мин.
1.10.3 Выбор рациональной системы приспособления
Коэффициент загрузки приспособления:

При периоде эксплуатации в 3 года следует выбрать оправку на термопласте. Исходя из метода выполнения операции на выбранном станке, приспособление должно быть одноместным.
Способ закрепления, выбранный ранее и соответствует времени «закрепления-открепления» - ручной с винтовым зажимом.
2 Конструкторский раздел
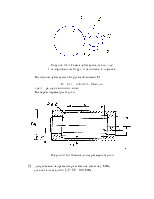
2.1 Техническое предложение
Согласно проектируемого технологического процесса на операции 060 (Круглошлифовальной) используется оправка с гидропластом. Приспособление предназначено для шлифования на круглошлифовальном станке модели 3М151.
В приспособлении устанавливается заготовка с упором в торец, и базированием на наиболее продолжительную внутреннюю поверхность.
Для закрепления заготовки необходимо гаечным ключом зажать гайку 5. Усилие Q, развиваемое гаечным ключом передается на гидропласт
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.