Для цилиндра двухстороннего действия диаметр поршня пневмопривода D, мм [2;5]
 |
где р - давление сжатого воздуха в сети, МПа; р = 0,4…0,6 МПа; принимаем р = 0,6 МПа;
h - кпд пневмапривода; h = 0,85…0,95; принимаем h =0,85.
Нормализованное значение диаметра поршня D = 200 мм. Диаметр штока d, мм, определим из соотношения
d = (0,2…0,4) D = (0,2…0,4)× 200 = 40…80 мм;
Принимаем диаметр штока d = 40 мм.
 |
Требуемое усилие на штоке пневмоцилиндра Q, H
 |
Q¢ > Q, следовательно, будет обеспечено надежное усилие прижима рычагов к обрабатываемой детали.
2.1.4 Расчет элементов приспособления на прочность
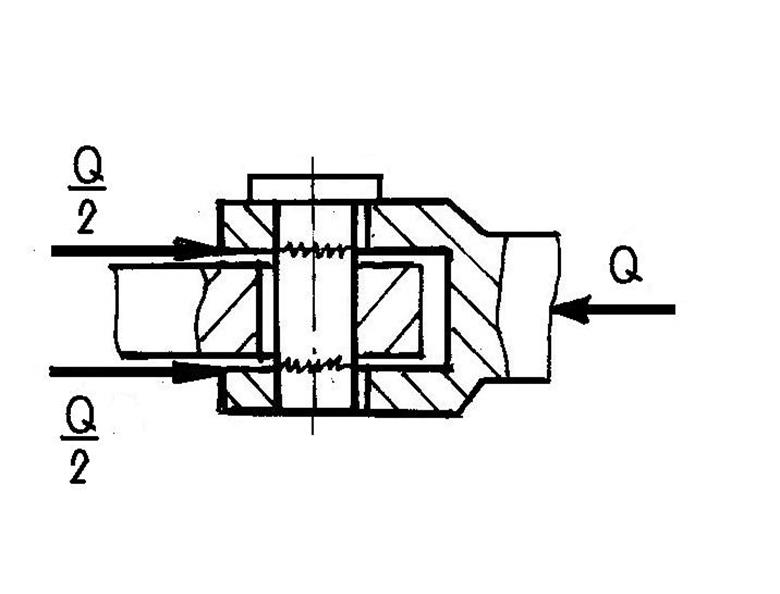
Наиболее нагруженным элементом в приспособлении является соединение штока пневмоцилиндра с клином приспособления (рисунок 2.3)
 |
где tср - расчетное напряжение среза, МПа
Fср - площадь среза, мм2
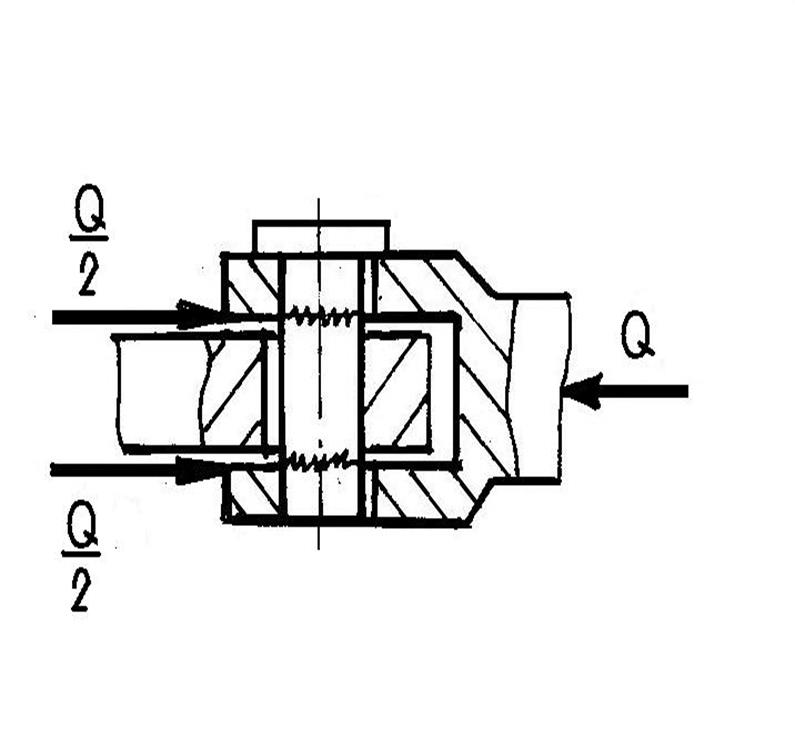
 |
 d - диаметр оси, мм
d - диаметр оси, мм
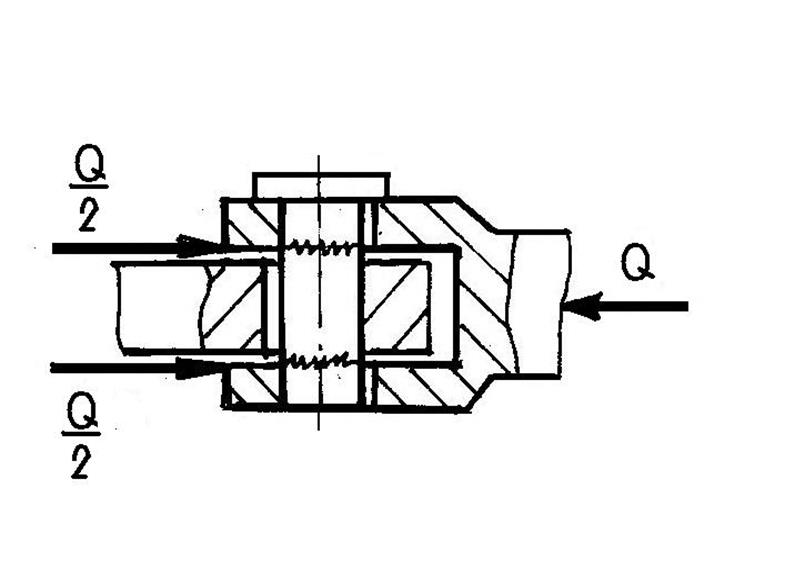
Рисунок 2.3 - Схема соединения штока с клином
[tср] - допускаемое напряжение среза, МПа; для стали 45, термообработка - нормализация [tср] = 123 МПа [2].
Диаметр оси d, мм, из условия прочности на срез
 |
Из конструктивных соображений принимаем d = 12 мм.
2.3 Прибор для измерения параллельности
2.3.1 Назначение и описание работы прибора
Приспособление для контроля параллельности предназначено для проверки допуска параллельности осей отверстий Æ72Н7 «Е» и «И» относительно поверхностей отверстий «Б» и «В» (см. чертеж детали корпус реверса КИС0114213).
В отверстия Æ120Н7 и Æ90Н7 вставляется раздвижная оправка (см. сборочный чертеж «Прибор для измерения параллельности»). Зазор, возникающий между поверхностями Æ120Н7 и Æ90Н7 и поверхностью оправки, выбирается с помощью конической подпружиненной опоры. Таким образом, в базовых отверстиях оправка устанавливается без зазора, сводя к минимуму погрешность измерения. В отверстия Æ72Н7 также устанавливаются подпружиненные оправки, так чтобы указатели, имеющиеся на торцах оправок визуально совпадали. После этого снимают показания с индикаторов.
При измерении допуска параллельности, каждый раз снимая оправки и отсчетное устройство с детали, разность между максимальными и минимальными результатами и будет размахом показаний.
За величину измерения принимается максимальная разность показаний индикаторной головки при контроле с обоих концов оправок.
2.3.2 Расчет прибора на точность
Погрешность измерения, под которой понимают отклонение найденного значения величины измерения от ее действительного значения, принимают в пределах 8…30% поля допуска на контролируемый параметр [1; 2; 5].
где D1 - погрешность, свойственная данной системе измерения, мм; эта погрешность определяется системой отсчетных устройств измерительных индикаторных головок; для индикаторных головок с рычажной или зубчатой передачами D1 = 0,001 мм;
D2 - погрешность установки, мм
ЕБ - погрешность базирования, мм; ЕБ = 0, так как деталь устанавливается на разжимной оправке [2];
ЕЗ - погрешность закрепления, мм; ЕЗ = 0,004 мм, деталь окончательно обработанная точением закрепляется на разжимной оправке [2];
ЕИ - погрешность износа, мм [2]
 |
U0 - значение среднего износа, мм; U0 = 0,025 мм для оправок, изготовленных их стали 40Х, закаленных;
К1 - коэффициент, учитывающий материал детали; К1 = 1,0 для деталей из чугуна;
К2 - коэффициент, учитывающий тип приспособления; К2 = 1,25 приспособление специальное;
К3 - коэффициент, учитывающий условия измерения; К3 = 1,0 контроль;
К4 - коэффициент, учитывающий число установок N = 3×10-3 К4 = 2,8;
N0 - базовое число установок; N0 = 100×10-3;
D3 - погрешность настройки прибора по эталону, мм; эталон изготовлен по 3-му квалитету точности; для размера Æ72Н7 D3 = 0,005 мм;
d - допуск на измеряемый параметр, мм; d = 0,04 мм - допуск параллельности поверхности отверстий Æ72Н7 относительно поверхностей Æ120Н7 и Æ90Н7 (см. чертеж детали «Корпус реверса КИС0114213»).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.