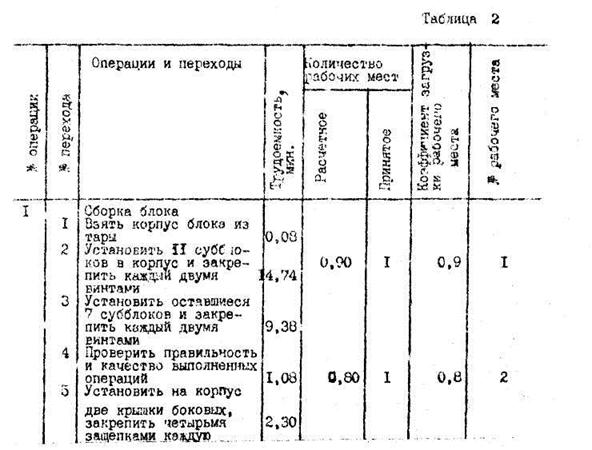
Составление ведомости синхронизации операций и переходов. Ведомость представляет собой таблицу, содержащую перечень операций и переходов с указанием их номеров, наименования, содержания, трудоемкости расчетного и принятого числа рабочих мест, коэффициента загрузки и номера рабочего места (тгбл,2).
Содержание операций и переходов определяется по типовым процессам подготовки, установки и пайки элементов, сборки узлов и блоков [1 - 4 ] . Трудоемкость операции и переходов устанавливается в соответствии с ОСТами по нормированию сборочно-монтажных работ [6 - 7] . При отсутствии этих документов содержание и трудоемкость операций и переходов можно определить по ОСТ 4 ГО.091.202 [5] .
Число рабочих мест для выполнения перехода определяется по формуле
 ,
,
где t - трудоемкость выполнения перехода.
Переходы, которые можно объединить на рабочем месте, группируются так, чтобы Красч отличалось от целого числа не более чем на 10 %.
Составление графика загрузки рабочих мест и стандарт-плана сборки для поточной линии. График является ступенчатой функцией распределения операций и переходов во времени и по рабочим местам. По оси абсцисс откладывается время и отмечаются интервалы, равные такту выпуска изделия или пачки. По оси ординат откладываются номера рабочих мест. Сам график составляется из горизонтальных отрезков прямых, длина которых пропорциональна длительности соответствующих операция. Соответствие указывается номерами операций или переходов над отрезками прямых. Положение каждого отрезка на графике определяется номером соответствующего рабочего места и отношением очередности выполнения соответствующей операции.
Для получения стандарт-плана в одном интервале такта выпуске вычерчиваются отрезки прямых из всех интервалов точно в таком положении, как и в своем интервале. Он дает возможность определить распределение операций по рабочим местам в любой момент времени для любого интервала, равного ритму выпуска, и используется для оперативного контроля за ходом технологического процесса.
|
№ Опера ции |
Наименование процесса, операций, переходов |
Технологическое оборудование, остнастка, инструмент |
Трудо- емкость мин. |
Произво дитель ность, оборудо- вания, шт/ч |
Годо- вая прог- рама, тыс.шт |
Годо- вой объем работ, ч |
Оборудование |
Раб. места |
Рабочие |
||||
|
Расч. коли- чество |
При нятое количество |
Коэф. заг руз ки |
Расч етное число |
При нятое число |
Расч етное число |
При нятое число |
|||||||
|
2 |
Подготовка микросхем Обрезка выводов микросхем в корпусах «Посол» |
Полуавтомат, 11-2126. Кассета для м/с, пинцет 11 4459/007 |
0,06 |
1100 |
5400 |
6000 |
1,4 |
2,0 |
0,7 |
- |
- |
3,2 |
3 |
|
3 |
Формова и обрезка выводов м/с в корпусах 301.12-1 |
Приспособление ГТ636691012, Пинцет ТТ64459/007, Установка ТТ2122 |
0,3 |
200 |
5400 |
27000 |
6,9 |
7,0 |
0,95 |
- |
- |
14,5 |
14 |
|
4 |
Формовка и обрезка выводов м/с в корпусах 401.14-1 |
Полуавтомат ТТ-2125, кассета для м/с, пинцет ТТ4459/007, вакуум-пинцет ТТ7879-4054, приспособление ТТ63669/012 |
0,09 |
800 |
12600 |
18900 |
4,05 |
5 |
0,8 |
- |
- |
10,2 |
100 |
Оформление маршрутных и операционных карт. Маршрутная карта - табличный документ, содержащий перечень операций с указанием для каждой ее наименования, содержания, средств технологического оснащения, временных и стоимостных нормативов. Процесс оформляется на картах формы 2 и 2а. Первая используется в качестве начальной и отличается от другой формой основной надписи. В левой графе ее надписи указывается шифр организации-разработчика. В той же графе другой карты указывается наименование сборочной единицы. В двух правых графах обеих карт указывается обозначение и шифр документа. В средних двух графах пергой указывается наименование и обозначение чертежа сборочной единицы. Шифр документа позволяет определить его место в полном комплекте документов.
Для каждой операции кроме средств оснащения проставляются обозначение профессии, разряд работы, тарифная ставка, штучное время, расценка.
Эти данные (кроме двух последних) берутся из тарифно-квалификационного справочника [9].
Операционная карта - перечень переходов с указанием их наименование и содержания, средств технологического оснащения, режима работы оборудования и времени выполнения каждого перехода. Карта имеет две формы 5 и 5а. Правила их использования и порядок заполнения основной надписи такой же, как и для маршрутных карт. Режим работы оборудования устанавливается по его характеристикам, взятым из ведомости средств оснащения, а время перехода рассчитывается по данным режима работы оборудования.
2. Порядок выполнения работы
При выполнении лабораторной работы студенту необходимо
Ознакомиться с методическими указаниями, едать коллоквиум преподавателю.
Получить исходные данные для проектировки - составить конкретную программу выполнения работ.
Выполнить задание, предусмотренное программой.
Оформить и защитить отчет по работе.
3. Содержание отчета
Отчет должен содержать:
- цель работы; основные положения по проектированию технологического процесса; схему сборочного состава блока; ведомость ее сборочного состава; выбор и расчет показателей технологичности блока; схему всего технологического процесса сборки и монтажа; таблицу расчета номенклатуры и количества средств технологического оснащения; ведомость синхронизации операции при использовании поточной линии; график загрузки рабочих мест; стандарт-план сборки блока; маршрутную карту для операции; выводы по работе.
4. Контрольные вопросы
Порядок разработки схемы сборочного состава.
То же, для схем технологического процесса оборки.
Чем отличается серийное производство от мелкосерийного?
Назовите участки серийной сборки.
Назовите операции подготовки радиоэлементов, плат и сборки узлов.
Как вычисляются параметры участка и линии?
Литература
1. ОСТ4Г0.054.087. Подготовка навесных моментов к монтажу.
2. ОСТ4Г0.054.088, Установка навесных элементов в углах.
3. ОСТ4ГО. 054 . 089. Пайка монтажных соединений.
4. ОСТ4Г0.054.091. Сборка блоков.
5. ОСТ4Г0.091.202. Организация специализированных цехов и участков основного производства.
6. ОСТ4Г0.050.012. Нормирование монтажных работ.
7. ОСТ4Г0.050.018. Нормирование сборочных работ.
8. Единая система технологической подготовки производства. Г0СТ14.001-73-ГОСТ 14.410-74.
9. Тарифно-квалификационный справочник. М.: 1981.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.