![]() Балтийский
государственный технический университет «Военмех»
Балтийский
государственный технический университет «Военмех»
Лабораторная работа №1
Штангенинструмент . Способы эксплуатации. Поверка
Выполнил: Гадиев С. В. Проверил:
Санкт-Петербург 2008 г.
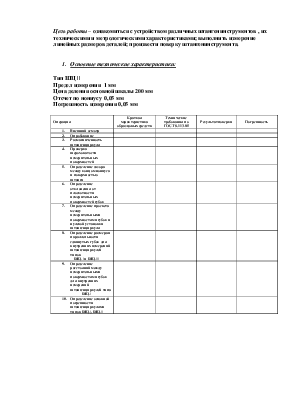
Цель работы – ознакомиться с устройством различных штангенинструментов , их техническими и метрологическими характеристиками; выполнить измерение линейных размеров деталей; произвести поверку штангенинструмента.
Тип ШЦ ||
Предел измерения 1 мм
Цена деления основной шкалы 200 мм
Отсчет по нониусу 0,05 мм
Погрешность измерения 0,05 мм
|
Операция |
Краткая характеристика образцовых средств |
Технические требования по ГОСТ 8.113-85 |
Результат поверки |
Погрешность |
|
1. Внешний осмотр |
||||
|
2. Опробование |
||||
|
3. Размагниченность штангенциркуля |
||||
|
4. Проверка шероховатости измерительных поверхностей |
||||
|
5. Определение зазора между концом нониуса и поверхностью штанги |
||||
|
6. Определение отклонения от плоскотности измерительных поверхностей губок |
||||
|
7. Определение просвета между измерительными поверхностями губок и нулевой установки штангенциркуля |
||||
|
8. Определение размера и параллельности сдвинутых губок для внутренних измерений штангенциркулей типов ШЦ-| и ШЦ-||| |
||||
|
9. Определение расстояний между измерительными поверхностями губок для внутренних измерений штангенциркулей типа ШЦ-| |
||||
|
10. Определение основной погрешности штангенциркулями типов ШЦ-|, ШЦ-|| |
|
11. Определение основных погрешностей |
|
№ размера |
Высоты ,глубины |
Действительный размер |
||
|
1 |
2 |
3 |
||
|
1 |
42,10 |
42,10 |
42,10 |
42,10 |
|
2 |
160,3 |
160,25 |
160,25 |
160,26 |
|
3 |
103,10 |
103,05 |
102,90 |
103,01 |
|
4 |
52,60 |
52,60 |
52,60 |
52,60 |
|
5 |
20,50 |
20,50 |
20,50 |
20,50 |
|
6 |
34,15 |
34,2 |
34,15 |
34,16 |
|
7 |
60,00 |
60,00 |
60,00 |
60,00 |
|
8 |
35,30 |
35,40 |
35,30 |
35,33 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.