|
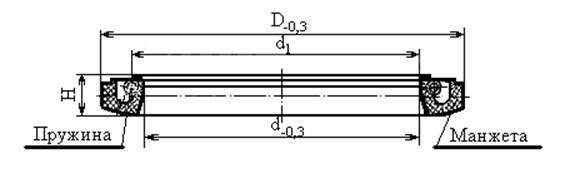
Для разъёмного корпуса
|
|||||||||||
|
d вала |
D |
H |
d1 без пру-жины |
d вала |
D |
H |
d1 без пру-жины |
d вала |
D |
H |
d1 без пру-жины |
|
30 |
55 |
12,5 |
29 |
55 |
80 |
12,5 |
54 |
80 |
105 |
12,5 |
79 |
|
35 |
60 |
34 |
60 |
85 |
59 |
85 |
110 |
84 |
|||
|
40 |
65 |
39 |
65 |
90 |
64 |
90 |
115 |
89 |
|||
|
45 |
70 |
44 |
70 |
95 |
69 |
95 |
120 |
94 |
|||
|
50 |
75 |
49 |
75 |
100 |
74 |
100 |
130 |
14 |
99 |
||
|
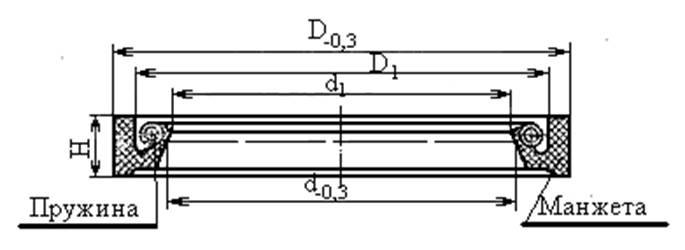
Для неразъемного корпуса
|
|||||||||||
|
d вала |
D |
H |
D1 |
d1 без пру-жины |
Масса манже- ты с пружиной, кг |
d вала |
D |
H |
D1 |
d1 без пру-жины |
Масса манже- ты с пружиной, кг |
|
30 |
55 |
12 |
46 |
29 |
0,021 |
70 |
95 |
12 |
86 |
69 |
0,042 |
|
35 |
60 |
12 |
51 |
34 |
0,024 |
75 |
100 |
12 |
91 |
74 |
0,044 |
|
40 |
65 |
12 |
56 |
39 |
0,027 |
80 |
105 |
12 |
96 |
79 |
0,047 |
|
45 |
70 |
12 |
61 |
44 |
0,029 |
85 |
110 |
12 |
101 |
84 |
0,049 |
|
50 |
75 |
12 |
66 |
49 |
0,032 |
90 |
115 |
12 |
106 |
89 |
0,052 |
|
55 |
80 |
12 |
71 |
54 |
0,034 |
95 |
120 |
12 |
111 |
94 |
0,054 |
|
60 |
85 |
12 |
76 |
59 |
0,037 |
100 |
130 |
12 |
120 |
99 |
0,087 |
|
65 |
90 |
12 |
81 |
64 |
0,039 |
||||||
Примечание. Материал манжеты — севанит 11; плотность 1,3· 103 кг/м3. Цилиндрическая пружина: наружный диаметр 3,5 мм при диаметре проволоки 0,7 мм для валов диаметром до 100 мм.
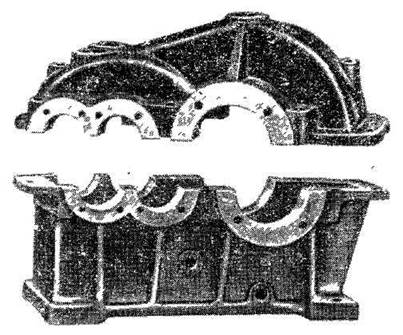
Рис. 10 22. Основание и крышка литого корпуса редуктора тельных деформациях корпуса возможны перекос валов и вследствие этого повышение неравномерности распределения нагрузки по длине зубьев.
Для повышения жесткости корпуса его усиливают ребрами, располагаемыми снаружи, у приливов под подшипники. Для удобства монтажа деталей корпус обычно выполняют разъемным. Плоскость разъема проходит через ось валов (рис. 10.22). В вертикальных цилиндрических одноступенчатых редукторах обычно делают разъемы по ;!вум плоскостям, а в двухступенчатых даже по трем. Однако в коробках передач, в отдельных конструкциях червячных редукторов, легцельнолитым без разъема
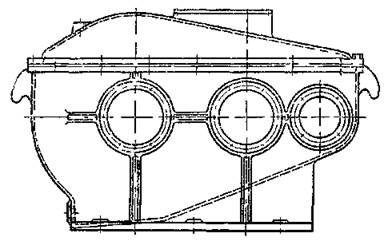
Рис. 10 23. Корпус зубчатого цилиндрического редуктора, выполненный
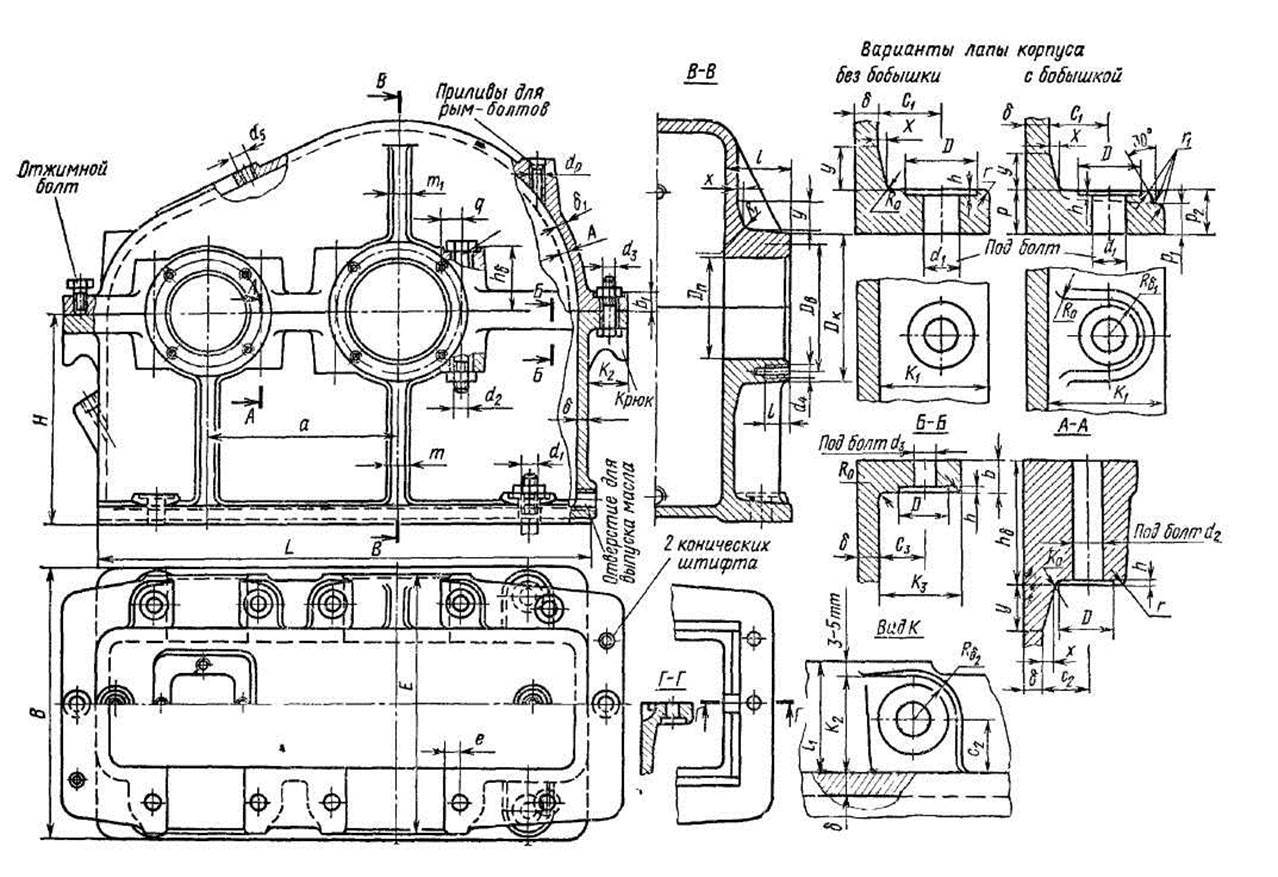
Рис. 10 24
Конструктивные элементы корпуса редуктора, зубчатых редукторах (рис.) и в мотор-редукторах применяют целые корпуса со съемными крышками.
Корпус с одной плоскостью разъема состоит из основания и крышки (см. рис. 10.22). Корпус обычно изготовляют из чугунного литья, а в тяжелонагруженных редукторах — из стального литья. При индивидуальном изготовлении крупные корпуса выполняют сварными из листовой стали Ст2, СтЗ. Толщина стенок сварных корпусов на 20—30% меньше, чем чугунных.
На рис. 10.24 показаны литые основания и крышка корпуса одноступенчатого цилиндрического редуктора, на рис. 10.25 — червячного редуктора. Конструкция сварного корпуса цилиндрического одноступенчатого вертикального редуктора представлена на'рис. 10.26. Специализированные заводы по производству редукторов при конструировании корпусов предусматривают возможность использования одного и того же корпуса (при постоянном межосевом расстоянии) для ряда передаточных чисел. При конструировании следует соблюдать также техническую эстетику.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.