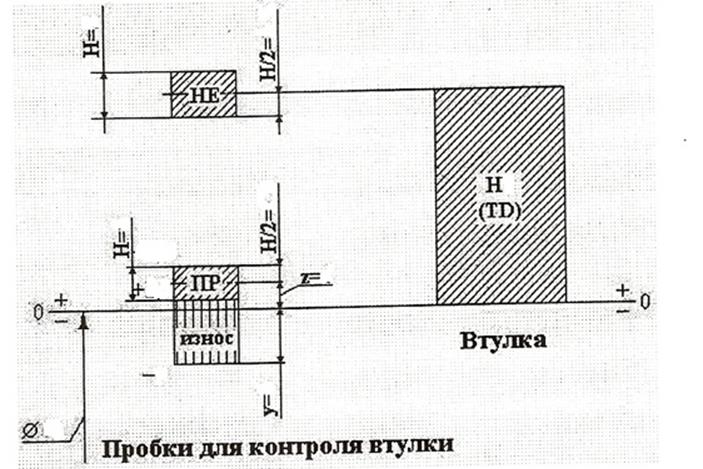
ПР ![]() . = d
. = d![]() + y1 = 34,920 + 0 = 34,920(макс. изнош.)
+ y1 = 34,920 + 0 = 34,920(макс. изнош.)
Контрольные калибры:
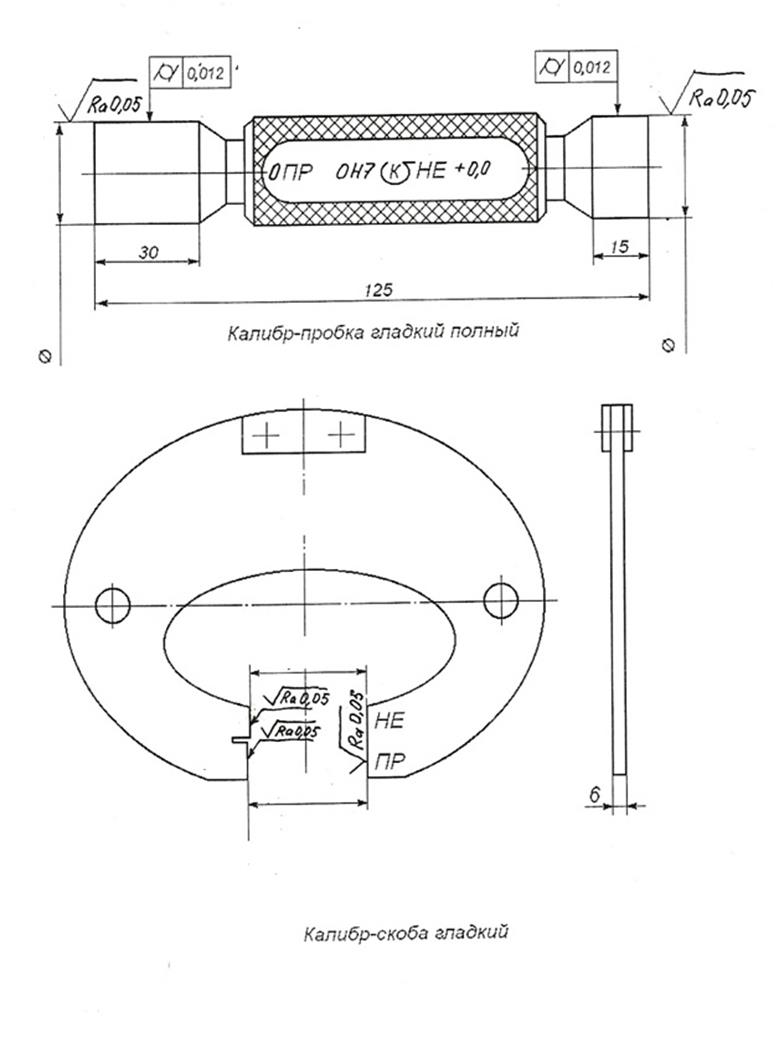
1. Контркалибр для контроля проходной скобы :
К –ПР = (d![]() – z1 + H1/2) –Hp = (34,920 – 0,011 + 0,0035) -0,0025 = 34,9125 - 0,0025
– z1 + H1/2) –Hp = (34,920 – 0,011 + 0,0035) -0,0025 = 34,9125 - 0,0025
2. Контркалибр для контроля непроходной скобы:
К – НЕ = (d![]() + Hp/2)
–Hp = (34,858 + 0,00125) -0,0025 =
34,85925 -0,0025
+ Hp/2)
–Hp = (34,858 + 0,00125) -0,0025 =
34,85925 -0,0025
3. Контркалибр для контроля износа проходной скобы :
К – ПР = (d![]() + y1 + Hp/2) –Hp = (34,920 + 0 + 0,00125) -0,0025 =
34,92125 -0,0025
+ y1 + Hp/2) –Hp = (34,920 + 0 + 0,00125) -0,0025 =
34,92125 -0,0025
Расчет размерной цепи
Схема размерной цепи
В данной работе для расчета выбрана цепь № 1 (замыкающее звено А∆IV). Решим прямую задачу методом полной взаимозаменяемости способом равной точности.
1.
Номинальные
размеры звеньев: А1 = 48 мм, А2 = 3 мм, А3 = 13
мм, B = 14 мм, А4 = 3 мм Уменьшающимися
размерами являются А2, А3, А4 а А1
— увеличивающий. Предельные размеры замыкающего звена — А∆max = 1,2 мм, А∆min = 0,8 мм, допуск — ТА∆ = 400
мкм. Следовательно, номинальный размер замыкающего звена равен А∆ = 48
– (3 + 13+14+3+14) = 1 мм, т.е. А∆ = ![]() .
.
a = ![]() =
=  =
=![]() =62,5.
=62,5.
2. Определяем среднее число единиц допуска:
Полученное значение допуска располагается между 9 (a=40) и 10 квалитетом (а=64).
3. Принимаем размер А3 за увязочный.
4. Все размеры выполняем по 10 квалитету. Допуск ТА1 = 100 мкм, ТА2 = 48 мкм, ТА4 = 48 мкм, ТB1 = 70 мкм, ТB2 = 70 мкм.
5. Определяем допуск увязочного звена А3:
ТА = ТА∆ – ∑ ТАi = 400 – (100 + 48*2 + 70*2) = 64 мкм
Полученное значение допуска располагается рядом с 10 квалитетом для данного интервала размеров.
6. Назначаем допуски звеньев:
А1 относится к охватываемому, следовательно, допуск для него назначаем по h10, т.е. А1 =48-0,100.
А2 относится к охватывающему, следовательно, допуск для него назначаем по H10, т.е. А2 =3+0,048.
А4 относится к охватывающему, следовательно, допуск для него назначаем по H10, т.е. А3 =3+0,048.
B1 относится к охватывающему, следовательно, допуск для него назначаем по H10, т.е. B1 =14+0,070.
B2 относится к охватывающему, следовательно, допуск для него назначаем по H10, т.е. B2 =14+0,070.
Определяем предельные отклонения для увязывающего звена:
А3min = А1max - А∆min - А2min – А4min - B2min - B1min = 48 – 0.8 – 3 – 3 - 14 - 14 = 13,200 мм.
А3max = А3min + TA3 = 13.200 + 0.064 = 13.264
∆SA3 = A3max – A3 = 13.264 – 13 = 0,264 мм.
 ∆JA3
= А3min – A3 =13,200 – 13 = 0,200 мм.
∆JA3
= А3min – A3 =13,200 – 13 = 0,200 мм.
Следовательно, увязочное звено А3= 13
|
Звено |
Номинальный размер, мм |
Единица допуска i, мкм |
Квалитет |
Допуск размера ТАi, мкм |
Предельное отклонения |
Условное обозначения поля допуска |
|
|
Верхнее, ∆S1 |
Нижнее, ∆J1 |
||||||
|
А1 |
48 |
1.60 |
10 |
100 |
0 |
-0.100 |
h10 |
|
А2 |
3 |
0.75 |
10 |
48 |
+0.048 |
0 |
H10 |
|
А4 |
3 |
0.75 |
10 |
48 |
+0.048 |
0 |
H10 |
|
B1 |
14 |
1.10 |
10 |
70 |
+0.070 |
0 |
H10 |
|
B2 |
14 |
1.10 |
10 |
70 |
+0.070 |
0 |
H10 |
|
А3 |
13 |
1.10 |
- |
64 |
+0.264 |
+0,200 |
- |
|
А∆ |
1 |
--- |
--- |
--- |
0,200 |
-0,200 |
--- |
После окончания расчетов составляем таблицу.
1. 1. Радкевич, Я.М. Метрология, стандартизация и сертификация / Я.М. Радкевич, А.Г.Схиртладзе, Б.И.Лактионов. М.: Высшая школа, 2007. 791 с.
2. 2. Аристов А.И. Метрология, стандартизация и сертификация: учебник для вузов / А.И. Аристов [ и др. ] М. , Академия, 2006. 384 с.:ил.
3. Палей, М.А. Допуски и посадки.: справочник в 2-х частях / М.А. Палей, В.И. Романов, А.Ю Брагинский, СПб.: Политехника, 2001. 576 с..
4. Допуски и посадки. Справочник. Часть 1 и 2 (под ред. Мягкова В.Д.), 6-е изд. Л.: машиностроение, 1982, – 1032 с.2.
.
Методические указания к выполнению курсовых , домашних заданий и лабораторных работ.
1. Метрология и стандартизация: методические указания к выполнению курсовой работы / Сост. Ю.Ю.Шемелёв, Т.П. Кочеткова, Балт. гос. техн. ун-т. –СПб.,2009. – 63 с. М 54 (* - для курсового и домашнего задания)
2. Методические указания к лабораторным работам по курсу “Взаимозаменяемость, стандартизация и технические измерения” / Под ред. И.Г. Жаркова (в 2-х частях – Л.: ЛМИ, 1983, часть I – 49 с., часть II – 57 с. (* - для выполнения лабораторных работ
3. Степанов А.А. Размерные цепи : Учебное пособие / механический ин-т, С.-Пб., 1992 – 54 с.
1. Бирюков Г.С. и др. Измерение геометрических величин и их метрологическое обеспечение. М. : изд. Стандартов, 1987 – 387 с.
2. Захаров В.И. Взаимозаменяемость, качество продукции и контроль в машиностроении. Л. : Лениздат, 1990 - 382 с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.