
Цель работы:
1) получение наглядного представления о свариваемости сталей, методах ее расчета и экспериментального определения;
2) ознакомление и приобретение навыков по определению качества сварного соединения при внешнем осмотре и обмере сварных швов, герметичности, а также по дешифровке рентгенограмм сварных соединений.
Теоретическая оценка свариваемости сталей.
Толщина сварного шва S=15 мм.
Т а б л и ц а 5.1
Примерный химический состав сталей
|
Марка стали |
Содержание элементов, % |
Сэкв, % |
Тпод, С° |
||||||||
|
С |
Mn |
Si |
Cr |
Ni |
V |
Mo |
Cu |
P |
|||
|
Ст. 45 |
0,45 |
0,65 |
0,27 |
- |
- |
- |
- |
- |
0,03 |
0,641 |
231,9 |
|
ВП-25 |
0,25 |
0,75 |
1,05 |
1,05 |
1,05 |
0,10 |
- |
- |
0,02 |
0,8775 |
291,4 |
|
50ХГА |
0,5 |
0,60 |
0,27 |
1,05 |
- |
- |
- |
- |
0,04 |
1,0975 |
337,5 |
Рабочие формулы и пример расчета.
![]() ;
;![]()

1. Ст. 45:
![]()
![]()
![]()
2. ВП-25:
![]()
![]()
![]()
3. 50ХГА:
![]()
![]()
![]()
Вывод: Содержание примесей и лигирующих элементов (особенно углерода) отрицательно сказывается на свариваемости сталей, т.е. при возрастании Сэкв наблюдается ухудшение свариваемости. Для предотвращения возникновения трещин в сварном соединении следует увеличивать температуру подогрева.
![]() Vсв
Vсв
![]() А,
мм/мин
А,
мм/мин
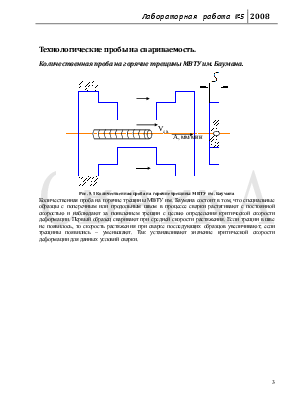
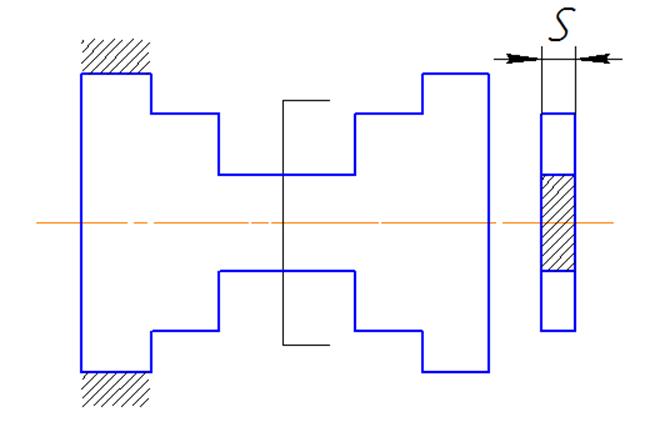
Рис. 5.1 Количественная проба на горячие трещины МВТУ им. Баумана
Количественная проба на горячие трещины МВТУ им. Баумана состоит в том, что специальные образцы с поперечным или продольным швом в процессе сварки растягивают с постоянной скоростью и наблюдают за появлением трещин с целью определения критической скорости деформации. Первый образец сваривают при средней скорости растяжения. Если трещин в шве не появилось, то скорость растяжения при сварке последующих образцов увеличивают; если трещины появились – уменьшают. Так устанавливают значение критической скорости деформации для данных условий сварки.
![]()
![]()
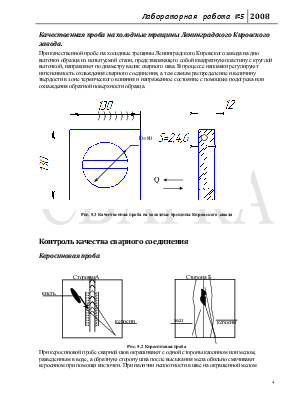
 При
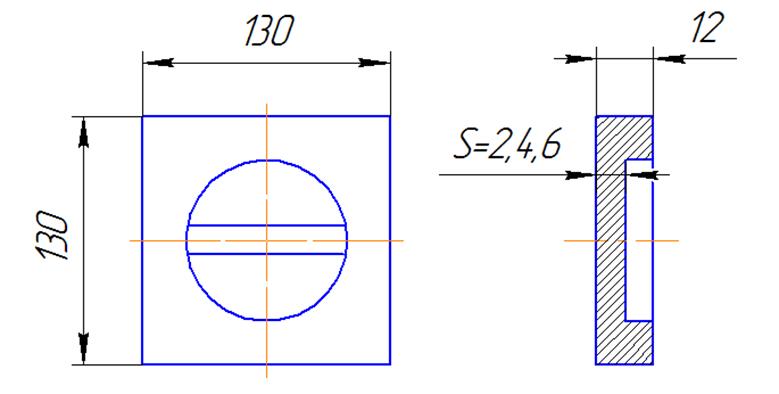
качественной пробе на холодные трещины Ленинградского Кировского завода на дно
выточки образца из испытуемой стали, представляющего собой квадратную пластину
с круглой выточкой, направляют по диаметру валик сварного шва. В процессе
наплавки регулируют интенсивность охлаждения сварного соединения, а тем самым
распределение и величину твердости в зоне термического влияния и напряженное
состояние с помощью подогрева или охлаждения обратной поверхности образца.
При
качественной пробе на холодные трещины Ленинградского Кировского завода на дно
выточки образца из испытуемой стали, представляющего собой квадратную пластину
с круглой выточкой, направляют по диаметру валик сварного шва. В процессе
наплавки регулируют интенсивность охлаждения сварного соединения, а тем самым
распределение и величину твердости в зоне термического влияния и напряженное
состояние с помощью подогрева или охлаждения обратной поверхности образца.
![]()
D=80
Q![]()
Рис. 5.3 Качественная проба на холодные трещины Кировского завода
 |
 |
||
|
Рис. 5.2 Керосиновая проба
При керосиновой пробе сварной шов окрашивают с одной стороны каолином или мелом, разведенным в воде, а обратную сторону шва после высыхания мела обильно смачивают керосином при помощи кисточки. При наличии неплотности в шве на окрашенной мелом поверхности керосин выступает в виде темных пятен, быстро растекающихся по меловой окраске. Поэтому наблюдение за меловой поверхностью надо вести сразу с момента нанесения керосина и проводить непрерывно в течение всей выдержки, которая продолжается от 15мин до1,5 ч, в зависимости от толщины металла.
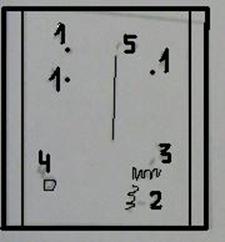
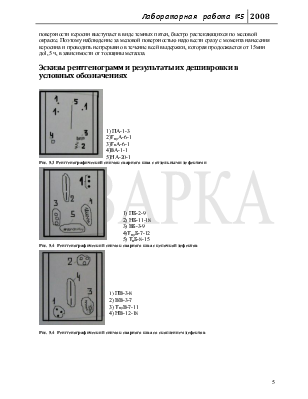
1) ПА-1-3
2)ТпрА-6-1
3)ТпА-6-1
4)ВА-1-1
5)НА-20-1
 Рис. 5.3
Ренггенографический снимок сварного шва с отдельными дефектами
Рис. 5.3
Ренггенографический снимок сварного шва с отдельными дефектами
1) ПБ-2-9
2) НБ-11-18
3) ВБ-3-9
4)ТпрБ-7-12
5) ТпБ-8-15
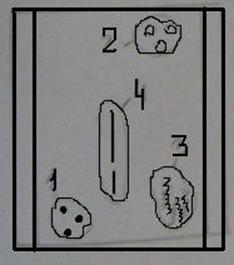 Рис. 5.4
Ренггенографический снимок сварного шва с цепочкой дефектов
Рис. 5.4
Ренггенографический снимок сварного шва с цепочкой дефектов
1) ПВ-3-8
2) ВВ-3-7
3) ТпрВ-7-11
4) НВ-12-18
Рис. 5.4 Ренггенографический снимок сварного шва со скоплением дефектов
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.