Балтийский государственный технический университет «ВОЕНМЕХ»
Лабораторная работа №1
Ручная дуговая сварка (плавящимся электродом с обмазкой)
Выполнил: студент группы А-462
__________Ворончихин А.В.
Проверил: преподаватель
_________ Шаханов С.Б.
Спб.
2008г
Цель работы:
- Практическое ознакомление с источниками питания сварочной дуги постоянного и переменного тока и построение внешних характеристик вольт-амперных характеристик источников.
- Ознакомление с марками электродов для ручной дуговой сварки и определение важнейших технологических показателей плавления электродов.
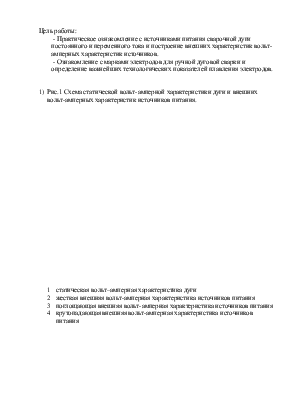
1) Рис.1 Схема статической вольт-амперной характеристики дуги и внешних вольт-амперных характеристик источников питания.
1 статическая вольт–амперная характеристика дуги
2 жесткая внешняя вольт-амперная характеристика источников питания
3 поглощающая внешняя вольт-амперная характеристика источников питания
4 крутопадающая внешняя вольт-амперная характеристика источников питания
2) Рис.2 Схема основных видов источников питания.
а – трансформатор; б – выпрямитель; Тр – трансформатор; Др – дроссель;
ВВ – выпрямляющие вентили; РБ – реостат балластный; А – амперметр;
U – вольтметр
3) Таблица 1. Характеристики источника питания
|
Тип источника |
Снимаемая точка |
Показания приборов |
Добротность К доб |
|
|
U2,B |
I2,А |
|||
|
Выпрямитель |
Холостой ход |
72,5 |
0 |
0 |
|
Рабочий режим, длинная дуга |
40 |
80 |
2 |
|
|
Рабочий режим, короткая дуга |
30 |
100 |
1,6 |
|
|
Короткое замыкание |
4 |
160 |
1 |
|
Кдоб = I кз / I p
4) Эскиз электрода и его обозначение.
Электрод МР3
5) Табл.2. Коэффициент массы (веса) покрытия:
|
Марка электрода |
Номер опыта |
d эл, мм |
L ст , мм |
L по , мм |
Q эл , г |
К вп, % |
|
1 |
1 |
3 |
349 |
329 |
25,81 |
28,5 |
|
2 |
2 |
3 |
349 |
329 |
26,4 |
31,6 |
|
3 |
3 |
3 |
349 |
329 |
25,88 |
28,8 |
Расчетные формулы: ![]() ;
;
![]() ;
;
 ;
;
 ;
;
![]()
Вывод: Для качественных электродов ![]() лежит в
пределах от 10 до 50 %. Значения полученные при расчетах удовлетворяют
данному диапазону значений.
лежит в
пределах от 10 до 50 %. Значения полученные при расчетах удовлетворяют
данному диапазону значений.
6) Табл.3. Экспериментальная часть определения коэффициентов расплавления и наплавки
|
Марка электрода |
Номер опыта |
d эл, мм |
I св, А |
t св, с |
Lст, мм |
Lог, мм |
Qнач, г |
Qкон, г |
|
1 |
1 |
3 |
80 |
68 |
349 |
55 |
915 |
930 |
|
2 |
2 |
3 |
120 |
55 |
349 |
49 |
1165 |
1175 |
|
3 |
3 |
3 |
100 |
62 |
349 |
44 |
865 |
880 |
7) Табл.4. Расчетная часть определения коэффициентов расплавления и наплавки
|
Марка электрода |
Номер опыта |
Qр, г |
Qн, г |
Кр, г/А/ч |
Кн, г/А/ч |
Кпот, % |
|
1 |
1 |
17,136 |
15 |
11,34 |
9,93 |
12,46 |
|
2 |
2 |
17,485 |
10 |
9,537 |
5,45 |
42,8 |
|
3 |
3 |
17,777 |
15 |
14,545 |
12,27 |
15,6 |
Расчетные формулы: ![]()
![]()
![]()
![]()
Вывод: для наиболее распространенных типов
электродов значения коэффициентов наблюдается в пределах ![]() =7…12 г/А/ч,
=7…12 г/А/ч,
![]() = 6…10 г/А/ч,
= 6…10 г/А/ч, ![]() =3…25%.
=3…25%.
Полученные значения коэффициентов
наплавления и расплавления почти входят в заданные предел. Коэффициент потерь
,частично входит в заданное значение, превышение ![]() обуславливается ошибкой в снятие измерений.
обуславливается ошибкой в снятие измерений.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.