












 8 ЭКОНОМИКА И УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ
8 ЭКОНОМИКА И УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ
8.1 Описание объекта производства и возможных вариантов
изготовления промышленной продукции
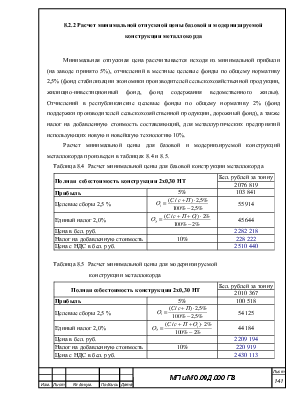
Продукцией, на основе которой в данном дипломном проекте производится расчет экономической эффективности, является металлокорд 2х0, 0 НТ, который применяется в качестве армирующего материала при производстве шин легковых автомобилей.
На РУП "БМЗ" с помощью последовательных технологических операций производится высокопрочный металлокорд 2х0,30 НТ, который является витой спиральной конструкцией. Материалом для изготовления данного изделия является латунированная проволока после тонкого волочения диаметром 0,30 мм. В базовом и предлагаемом вариантах свивка металлокорда производится в одну технологическую операцию.
Изучив технологический процесс производства металлокорда 2х0,30 НТ и ознакомившись на практике с проблемами производства, предлагается с целью увеличения производительности и сокращения затраченного времени, улучшения качества металлокорда по остаточному кручению отказаться от промежуточного патентирования и среднего волочения (СВ) при изготовлении передельной проволоки Ø 1,77 мм. Процесс волочения осуществлять сразу на стане грубого волочения (ГВ) с Ø 5,5 на Ø 1,77 мм. На участке свивки металлокорда использовать устройство стабилизации кручения корда (УСКК) для осуществления автоматической регулировки (стабилизации) остаточного кручения металлокорда в процессе свивки.
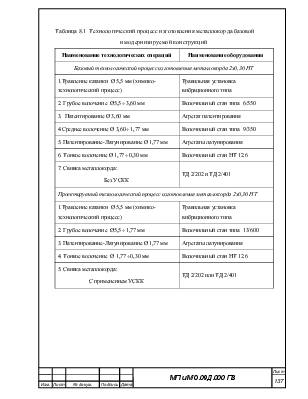
В результате модернизации уменьшается количество некондиционной продукции, что приводит к улучшению качества корда и увеличению производительности в целом. Возможные варианты изготовления металлокорда 2х0,30 НТ приведены в таблице 8.1.
 Таблица 8.1 Технологический процесс изготовления
металлокорда базовой
Таблица 8.1 Технологический процесс изготовления
металлокорда базовой
и модернизируемой конструкций
|
Наименование технологических операций |
Наименование оборудования |
|
Базовый технологический процесс изготовления металлокорда 2х0,30 НТ |
|
|
1.Травление катанки Ø 5,5 мм (химико-технологический процесс) |
Травильная установка вибрационного типа |
|
2. Грубое
волочение Ø5,5 |
Волочильный стан типа 6/550 |
|
3. Патентирование Ø 3,60 мм |
Агрегат патентирования |
|
4.Среднее
волочение Ø 3,60 |
Волочильный стан типа 9/350 |
|
5. Патентирование-Латунирование Ø 1,77 мм |
Агрегаты латунирования |
|
6. Тонкое
волочение Ø 1,77 |
Волочильный стан НТ 12.6 |
|
7. Свивка металлокорда: Без УСКК |
ТД 2/202 и ТД 2/401 |
|
Проектируемый технологический процесс изготовления металлокорда 2х0,30 НТ |
|
|
1.Травление катанки Ø 5,5 мм (химико-технологический процесс) |
Травильная установка вибрационного типа |
|
2. Грубое
волочение Ø5,5 |
Волочильный стан типа 13/600 |
|
3. Патентирование-Латунирование Ø 1,77 мм |
Агрегаты латунирования |
|
4. Тонкое
волочение Ø 1,77 |
Волочильный стан НТ 12.6 |
|
5. Свивка металлокорда: С применением УСКК |
ТД 2/202 или ТД 2/401 |
 8.2 Расчет свободной отпускной цены
единицы продукции, балансовой
8.2 Расчет свободной отпускной цены
единицы продукции, балансовой
и чистой прибыли по вариантам технологического процесса
8.2.1 Расчет себестоимости продукции
Себестоимость продукции включают в себя затраты на материалы. Затраты на заработную плату, расчет налогов и отчислений в бюджет и внебюджетные фонды, расходы на содержание и эксплуатацию оборудования, общепроизводственные, общехозяйственные и коммерческие расходы.
В статью «Сырье и материалы» при производстве металлокорда включаются:
- катанка диаметром 5,5 мм, марка стали 80К произведенная на стане 150 прокатного цеха, за минусом отходов по катанке в процессе производства;
- аноды медные, аноды цинковые применяемые для латунированного покрытия проволоки, за минусом отходов по анодам используемых в дальнейшем в процессе производства.
В процессе производства также применяются:
вода техническая, газ природный, электроэнергия, сжатый воздух, пар и разные вспомогательные материалы, в которые включаются материалы и затраты, потребляемые в процессе обслуживания основного производства, а также добавляемые к основным материалам для изменения их свойств.
В расчет себестоимости включаются амортизационные отчисления на все основные средства, которые применяются для возобновления производства и составляют 3,5 %.
Большую часть затрат составляет ремонт и содержание основных средств, а также транспортные расходы автотранспортного цеха перевозящего материалы и полуфабрикаты внутри завода между цехами. Отдельной строкой рассчитываются охрана труда и прочие расходы. Расчеты производятся по калькулируемым группам, а после при помощи коэффициентов трудоемкости (норм времени с учетом расходных коэффициентов) разносятся по типам конструкций металлокорда, а при производстве проволоки по диаметрам и назначениям проволоки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.