3 Исследовательский раздел
3.1 Изучение методов обработки металлов взрывом
3.1.1 Сущность метода обработки металлов взрывом
Деформация взрывом оказывает существенное влияние на изменение физико-механических свойств металлов, обеспечивает формоизменение материалов, не поддающихся обработке давлением при обычных условиях, позволяет осуществлять сварку разнородных металлов с большим различием их свойств, а также деформацию взрывом применяют при плакировании, упрочнении, штамповке, клёпке, чеканке, резке, прессовании некомпактных материалов. Процесс обработки металлов взрывом сравнительно прост и доступен широкому кругу специалистов.
В современной теории взрывных процессов различают две стадии взрыва: взрыв и детонацию. Взрыв рассматривается как нестационарная форма реакции, протекающей вблизи точки инициирования. Если взрыв не затухает, то он переходит в стационарную форму - детонацию, определяющуюся скоростью детонации взрывчатого вещества.
Мощность взрыва W, может быть рассчитана по формуле
 ,
,
где M - масса заряда;
Q - теплота взрыва;
I - механический эквивалент теплоты;
D - скорость перемещения;
h - высота заряда.
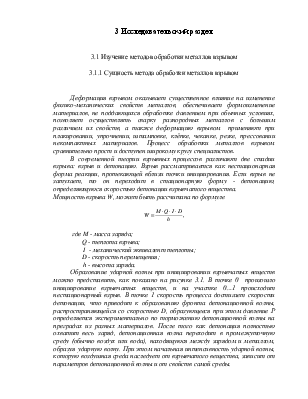
Образование ударной волны при инициировании взрывчатых веществ можно представить, как показано на рисунке 3.1. В точке 0 произошло инициирование взрывчатых веществ, и на участке 0…1 происходит нестационарный взрыв. В точке 1 скорость процесса достигает скорости детонации, что приводит к образованию фронта детонационной волны, распространяющейся со скоростью D, образующееся при этом давление Р определяется экспериментально по торможению детонационной волны на преградах из разных материалов. После того как детонация полностью охватит весь заряд, детонационная волна переходит в промежуточную среду (обычно воздух или вода), находящуюся между зарядом и металлом, образуя ударную волну. При этом начальная интенсивность ударной волны, которую воздушная среда наследует от взрывчатого вещества, зависит от параметров детонационной волны и от свойств самой среды.
I - область продуктов взрыва; II- область предельного сжатия продуктов взрыва; III - исходная смесь; D- фронт детонационной волны; х- расстояние от точки инициирования заряда.
Рисунок 3.1 - Образование ударной волны при инициировании
взрывчатых веществ
3.1.2 Сварка металлов взрывом
В последние годы метод соединения различных металлов с использованием энергии взрыва интенсивно развивается, что обусловлено высокой его эффективностью, а именно:
- применяя взрыв, можно соединять между собой практически любые металлы и сплавы;
- можно получать высокую прочность соединения слоёв, как правило, превышающую прочность менее прочного металла;
- обеспечивается быстротечность (несколько микросекунд) процесса сварки, вследствие чего толщина переходной зоны биметалла незначительна и обычно не превышает нескольких микрон;
- происходит самоочистка соединяемых поверхностей в процессе соединения, вследствие чего резко снижается трудоёмкость операции по подготовке и предохранению от окисления этих поверхностей;
- возможно получение многослойных крупногабаритных плоских и сложного профиля изделий из композиционных материалов.
Сварка взрывом при правильном выборе режимов позволяет получать соединения широкого круга материалов, начиная от почти любого сочетания металл-металл до металл-пластмасса, Для таких сочетаний, как железо-титан, нержавеющая сталь-алюминий, этот метод практически вообще единственный.
Такие хрупкие при ударном нагружении материалы, как вольфрам, чугуны, некоторые марки литейной бронзы, могут быть сварены с предварительным подогревом.
Сварка взрывом позволяет получить биметаллические листы площадью до 40м2 с минимальными экономическими затратами без дорогостоящего оборудования.
Используя сварку взрывом можно сочетать получение соединения с упрочнением основного металла и зоны шва.
Можно выделить две основные схемы получения соединений с помощью энергии взрыва: параллельную (рисунок 3.2) и наклонную (рисунок 3.3).
Рисунок 3.2 – Параллельная схема соединения металлов
взрывом
Рисунок 3.3 – Наклонная схема соединения металлов
взрывом
Одна из особенностей сварки взрывом - образование волнистой контактной поверхности (рисунок 3.4), которая способствует повышению прочности соединения и служит свидетельством надёжности сварки.
Рисунок 3.4 – Контактная поверхность в зоне соединения,
полученного взрывом
На поверхности контакта образуются регулярные волны определённой длины и амплитуды (рисунок), Если сваривают два металла с одинаковыми прочностными характеристиками, то волны синусоидальные и симметричные относительно горизонтальной плоскости контакта. Если сваривают два разнопрочных металла, например медь и железо, то волны заострены в сторону более мягкого металла независимо от того, какой из металлов был неподвижным.
В зоне гребней волн (особенно при высоких значениях давления соударения) наблюдается повышенная пластическая деформация резко направленная в сторону распространения детонации.
Одним из преимуществ сварки взрывом является то, что в отличие от многих методов сварки получение соединения сопровождается не разупрочнением, а упрочнением околошовной зоны и основного металла.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.