







производства характеризуется коэффициентом
закрепления операций ![]() , который показывает отношение
всех различных технологических операций, выполняемых или подлежащих выполнению
в течение месяца, к числу рабочих мест.
, который показывает отношение
всех различных технологических операций, выполняемых или подлежащих выполнению
в течение месяца, к числу рабочих мест.
Располагая штучно-калькуляционным
временем, затраченным на каждую операцию, определяем количество станков ![]()
 , где
, где ![]() - годовая программа,
- годовая программа,
![]() шт/год;
шт/год;
![]() -
штучно-калькуляционное время, мин;
-
штучно-калькуляционное время, мин;
![]() -
действительный годовой фонд времени,
-
действительный годовой фонд времени, ![]() ч;
ч;
![]() -
нормативный коэффициент загрузки оборудования.
-
нормативный коэффициент загрузки оборудования.
Значение нормативного коэффициента загрузки
оборудования принимаем усреднено ![]() . Это не приведет к
большим погрешностям в расчетах, а фактические значения коэффициента загрузки
оборудования будут определяться после детальной разработки технологического
процесса.
. Это не приведет к
большим погрешностям в расчетах, а фактические значения коэффициента загрузки
оборудования будут определяться после детальной разработки технологического
процесса.
Далее по каждой операции выполняем расчет
фактического коэффициента загрузки оборудования ![]() по
формуле
по
формуле
 , где
, где ![]() - принятое число
рабочих мест.
- принятое число
рабочих мест.
Количество операций выполняемых на рабочем месте определяется по формуле
 .
.
Результаты расчета типа производства сводим в
таблицу 1.3. После заполнения всех граф таблицы подсчитываем суммарные значения
для ![]() и
и ![]() , определяем
, определяем
![]() и тип производства.
и тип производства.
Коэффициент закрепления операций определяем по формуле
Полученное значение ![]() соответствует
крупносерийному типу производства.
соответствует
крупносерийному типу производства.
Определяем количество деталей в партии для одновременного запуска по формуле
 шт, где
шт, где ![]() - периодичность запуска в днях
(рекомендуются следующие периодичности запуска изделий 3,6,12,24 дней).
- периодичность запуска в днях
(рекомендуются следующие периодичности запуска изделий 3,6,12,24 дней).
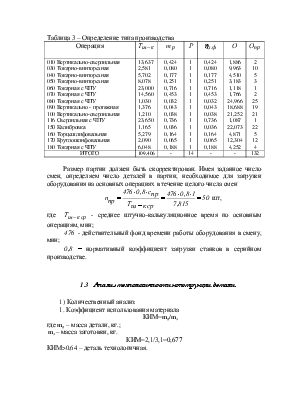
Таблица 3 – Определение типа производства
|
Операция |
|
|
|
|
|
|
|
010 Вертикально-сверлильная 030 Токарно-винторезная 040 Токарно-винторезная 050 Токарно-винторезная 060 Токарная с ЧПУ 070 Токарная с ЧПУ 080 Токарная с ЧПУ 090 Вертикально - протяжная 100 Вертикально-сверлильная 116 Сверлильная с ЧПУ 150 Калибровка 160 Торцешлифовальная 170 Круглошлифовальная 180 Токарная с ЧПУ |
13,637 2,581 5,702 8,078 23,000 14,560 1,030 1,376 1,210 23,650 1,165 5,279 2,090 6,048 |
0,424 0,080 0,177 0,251 0,716 0,453 0,032 0,043 0,038 0,736 0,036 0,164 0,065 0,188 |
1 1 1 1 1 1 1 1 1 1 1 1 1 1 |
0,424 0,080 0,177 0,251 0,716 0,453 0,032 0,043 0,038 0,736 0,036 0,164 0,065 0,188 |
1,886 9,963 4,510 3,183 1,118 1,766 24,966 18,688 21,252 1,087 22,073 4,871 12,304 4,252 |
2 10 5 3 1 2 25 19 21 1 22 5 12 4 |
|
ИТОГО |
109,406 |
- |
14 |
- |
- |
132 |
Размер партии должен быть скорректирован. Имея заданное число смен, определяем число деталей в партии, необходимое для загрузки оборудования на основных операциях в течение целого числа смен
 шт, где
шт, где ![]() - среднее
штучно-калькуляционное время по основным операциям, мин;
- среднее
штучно-калькуляционное время по основным операциям, мин;
![]() - действительный фонд
времени работы оборудования в смену, мин;
- действительный фонд
времени работы оборудования в смену, мин;
![]() - нормативный коэффициент загрузки станков в серийном производстве.
- нормативный коэффициент загрузки станков в серийном производстве.
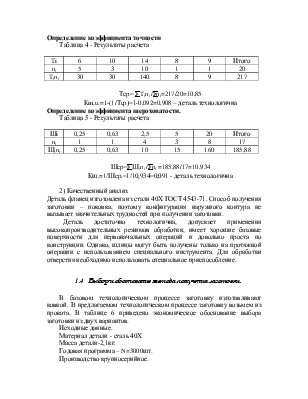
1) Количественный анализ
1. Коэффициент использования материала
КИМ=mд/mз
где mд – масса детали, кг.;
mз – масса заготовки, кг.
КИМ=2,1/3,1=0,677
КИМ>0,64 – деталь технологичная.
Определение коэффициента точности
Таблица 4 - Результаты расчета
|
Ti |
6 |
10 |
14 |
8 |
9 |
Итого |
|
ni |
5 |
3 |
10 |
1 |
1 |
20 |
|
Tini |
30 |
30 |
140 |
8 |
9 |
217 |
Тср= ∑ Tini /∑ni=217/20=10,85
Кm.u.=1-(1/Тср)=1-0,092=0,908 – деталь технологична
Определение коэффициента шероховатости.
Таблица 5 - Результаты расчета
|
Шi |
0,25 |
0,63 |
2,5 |
5 |
20 |
Итого |
|
ni |
1 |
1 |
4 |
3 |
8 |
17 |
|
Шini |
0,25 |
0,63 |
10 |
15 |
160 |
185,88 |
Шср=∑ Шini /∑ni =185,88/17=10,934
Кш.=1/Шср.=1/10,934=0,091 - деталь технологична
2) Качественный анализ
Деталь фланец изготовлена из стали 40Х ГОСТ 4543-71. Способ получения заготовки – поковка, поэтому конфигурация наружного контура не вызывает значительных трудностей при получении заготовки.
Деталь достаточно технологична, допускает применения высокопроизводительных режимов обработки, имеет хорошие базовые поверхности для первоначальных операций и довольно проста по конструкции. Однако, шлицы могут быть получены только на протяжной операции с использованием специального инструмента. Для обработки отверстия необходимо использовать специальное приспособление.
В базовом технологическом процессе заготовку изготавливают ковкой. В предлагаемом технологическом процессе заготовку возьмем из проката. В таблице 6 приведено экономическое обоснование выбора заготовки из двух вариантов.
Исходные данные.
Материал детали - сталь 40Х
Масса детали-2,1кг.
Годовая программа – N=3000шт.
Производство крупносерийное.
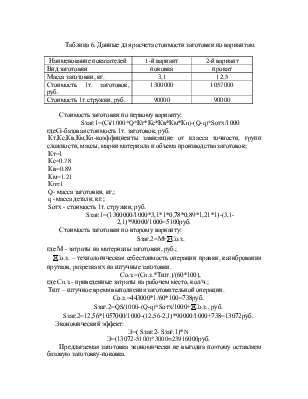
Таблица 6. Данные для расчета стоимости заготовки по вариантам.
|
Наименование показателей |
1-й вариант |
2-й вариант |
|
Вид заготовки |
поковка |
прокат |
|
Масса заготовки, кг. |
3,1 |
12,5 |
|
Стоимость 1т. заготовок, руб. |
1300000 |
1057000 |
|
Стоимость 1т.стружки, руб. |
90000 |
90000 |
Стоимость заготовки по первому варианту:
Sзаг.1=(Сi/1000*Q*Кт*Кс*Кв*Км*Кn)-(Q-q)*Sотх/1000
гдеСi-базовая стоимость 1т. заготовок, руб.
Кт,Кс,Кв,Км,Кn-коэффициенты зависящие от класса точности, групп сложности, массы, марки материала и объема производства заготовок;
Кт=1
Кс=0.78
Кв=0.89
Км=1.21
Кn=1
Q- масса заготовки, кг.;
q -масса детали, кг.;
Sотх - стоимость 1т. стружки, руб.
Sзаг.1=(1300000/1000*3,1*1*0,78*0,89*1,21*1)-(3,1-2,1)*90000/1000=5100руб.
Стоимость заготовки по второму варианту:
Sзаг.2=М+∑Со.з.
где М - затраты на материалы заготовки, руб.;
∑Со.з. – технологическая себестоимость операции правки, калибрования прутков, разрезка их на штучные заготовки.
Со.з.=(Сn.з.*Тшт.)/(60*100), где Сn.з.- приведенные затраты на рабочем место, кол/ч.;
Тшт – штучное время выполнения заготовительной операции.
Со.з.=443000*1/60*100=738руб.
Sзаг.2=QS/1000-(Q-q)*Sотх/1000+∑Со.з., руб.
Sзаг.2=12,56*1057000/1000-(12,56-2,1)*90000/1000+738=13072руб.
Экономический эффект:
Э=( Sзаг.2- Sзаг.1)*N
Э=(13072-5100)*3000=23916000руб.
Предлагаемая заготовка экономически не выгодна поэтому оставляем базовую заготовку-поковка.
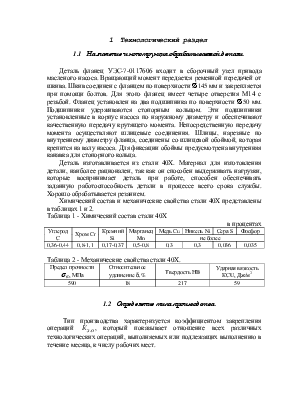
Первой операцией механической обработки в базовом техпроцессе является вертикально -сверлильная на станке 2Н135 на которой сверлится сквозное отверстие. Второй операцией идет токарно – винторезная, на которой осуществляется отрезка куска металла. Третьей операцией является тоже токарно – винторезная на которой точат наружный диаметр и подрезают торец. На четвертой точат больший наружный диаметр и подрезают торец. Пятая – токарная с ЧПУ на которой производят окончательную токарную обработку для наружного диаметра. На шестой операции покарана с ЧПУ растачивают отверстия и подрезают торец. В дальнейших операциях протягивают шлицы, сверлят отверстия, нарезают резьбу и фрезеруют два паза. После этого идет термическая операция. Затем следует круглошлифовальная и торцешлифовальная операции. Последняя операция механической обработки – токарная
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.