


























2 ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
2.1 Назначение и конструкция обрабатываемой детали
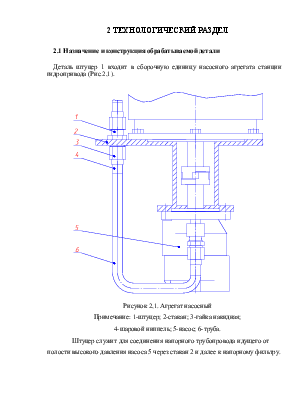
Деталь штуцер 1 входит в сборочную единицу насосного агрегата станции гидропривода (Рис.2,1).
Рисунок 2,1. Агрегат насосный
Примечание: 1-штуцер; 2-стакан; 3-гайка накидная;
4-шаровой ниппель; 5-насос; 6-труба.
Штуцер служит для соединения напорного трубопровода идущего от полости высокого давления насоса 5 через стакан 2 и далее к напорному фильтру. Именно в месте перехода данного трубопровода через листовую поверхность стакана 2 и устанавливается данный штуцер (в специально выполненное для этой цели отверстие).
Назначение поверхностей обрабатываемой детали:
Резьба М 18-8q, М 27-8q – нарезается с обеих сторон штуцера (см. чертеж детали) и предназначена для образования двух резьбовых соединений совместно с гайками 3 и шаровыми ниппелями 4. Данная резьба имеет достаточно высокую степень точности (восьмую), что необходимо для лучшей герметичности соединения.
Поверхность шестигранника (30 x 34,6) – имеет стандартные размеры под ключ и предназначена для осуществления сборки резьбового соединения штуцера с ниппелем и гайкой (обеспечивается неподвижность штуцера). Данная поверхность не обрабатывается, а получается непосредственно при изготовлении заготовки.
Поверхности Ø![]() и Ø
и Ø![]() - имеют
весьма важное эксплуатационное значение. Сюда устанавливаются резиновые кольца
для обеспечения герметичности соединения, а поскольку внутренняя поверхность
штуцера находится под давлением – это имеет большое значение.
- имеют
весьма важное эксплуатационное значение. Сюда устанавливаются резиновые кольца
для обеспечения герметичности соединения, а поскольку внутренняя поверхность
штуцера находится под давлением – это имеет большое значение.
Поверхность Ø30 h14 - предназначена для установки штуцера на плоскую поверхность стакана посредством гайки и кольца.
Поверхность Ø 9,5 h14 - проходит насквозь через всю деталь и предназначена для прохода рабочей жидкости через штуцерное соединение в напорную магистраль.
В качестве материала для изготовления разрабатываемой детали, исходя из условий ее работы (УХЛ 4) и габаритных размеров, назначаем сталь 45 по ГОСТ 1050-88.
Химический состав данной стали представлен в табл.2,1, а механические свойства в табл. 2,2.
С |
Si |
Mn |
S |
P |
Ni |
Cr |
не более |
||||||
0,40 – 0,50 |
0,17 – 0,37 |
0,50 – 0,80 |
0,045 |
0,045 |
0,30 |
0,30 |
|
σТ, МПа |
σВР, МПа |
δ, % |
ψ, % |
НВ (не более) |
|
|
не менее |
горячекатаной |
отожженной |
|||
|
360 |
610 |
16 |
40 |
241 |
197 |
В качестве альтернативного материала можно использовать сталь 30 ГОСТ 8560 - 78, поскольку она имеет сходные со сталью 45 свойства и также удовлетворяет заданным требованиям.
2.2 Анализ технологичности конструкции детали
Качественный анализ.
Конструкция детали может быть признана технологической, если она обеспечивает конструктивное и экономическое изготовление этой детали.
Заготовка для данной детали изготавливается калиброванным прокатом. Прокат относительно простой конфигурации (шестигранник) и его получение не вызывает особых затруднений.
Практически все поверхности детали получаются на токарных станках, за минимальное количество установок детали.
Есть возможность обработки отверстия Ø 9,5 h14 на проход.
Однако деталь имеет
нетехнологические поверхности Ø ![]() и
и
Ø ![]() .
.
Они расположены под углом (не под прямым), что несколько усложняет их обработку (по сравнению с другими поверхностями). Однако изменить их нельзя по конструктивным соображениям.
В остальном же деталь достаточно технологична, допускает применение высокопроизводительных режимов обработки, допускает применение высокопроизводительных режимов обработки, на всех операциях предусмотрен свободный доступ инструмента, имеет хорошие базовые поверхности
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.