Приспособление служит для одновременной обработки четырех отверстий. Оно применяется на операции 060 «Вертикально-сверлильная». Приспособление является одноместным, с механическим зажимом детали.
Кондуктор поворотный предназначен для последовательного сверления четырех отверстий диаметром 15 мм в детали стакан КПР 6204201.
Деталь устанавливается на кольцо 5 приспособления с упором в опору 4. Кольцо жестко связано с валом 3 штифтом 20. Вал крепится к корпусу 1 посредством шайбы 2 и гайки 16.
Установка детали в необходимое положение осуществляется при помощи ловителя. Ловитель состоит из кронштейна 6, направляющей 10 и крышки 9 с винтом 8. По направляющей перемещается призма 7. Ориентация детали осуществляется вручную при помощи винта 8 посредством перемещения призмы 7.
Зажим детали осуществляется вручную при помощи гайки 14 и быстросменной шайбы 21.
Кондуктор устанавливается на столе вертикально-сверлильного станка модели 2Н135 и крепится к нему при помощи четырех болтов 13 для Т-образного паза и четырех гаек 15.
Приспособление применяется для обработки отверстий спиральными сверлами на вертикально-сверлильном станке модели 2Н135. Обработка производится многошпиндельной сверлильной головкой.
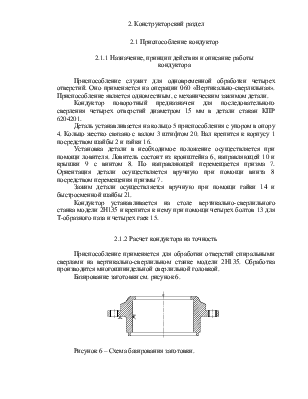
 Базирование заготовки см. рисунок 6.
Базирование заготовки см. рисунок 6.
Рисунок 6 – Схема базирования заготовки.
Расчетная суммарная погрешность приспособления определяется по формуле
![]() ,
,
где k1 – коэффициент, равный 0,8-0,85. Принимаем k1=0,8;
k2 – коэффициент, равный 0,6-1,0. Принимаем k2=0,6;
Δуст – погрешность установки, которая зависит от типа приспособления и, главным образом, от характера зажима детали и не зависит от схемы базирования и метода обработки, Δуст=0.
![]() – действительное значение
погрешности базирования заготовки в приспособлении, ε=0, т.к. установка совмещена
конструкторская и технологическая базы;
– действительное значение
погрешности базирования заготовки в приспособлении, ε=0, т.к. установка совмещена
конструкторская и технологическая базы;
![]() – точность обработки, получаемая
при выполнении данной операции. Экономическая точность расположения отверстий с
параллельными осями
– точность обработки, получаемая
при выполнении данной операции. Экономическая точность расположения отверстий с
параллельными осями ![]() =0,4 мм=400 мкм.
=0,4 мм=400 мкм.
![]()
В результате расчетов видно, что приспособление обеспечивает заданную точность обработки.
 При сверлении на деталь действует крутящий момент Мкр
и осевая сила резания Ро.
При сверлении на деталь действует крутящий момент Мкр
и осевая сила резания Ро.
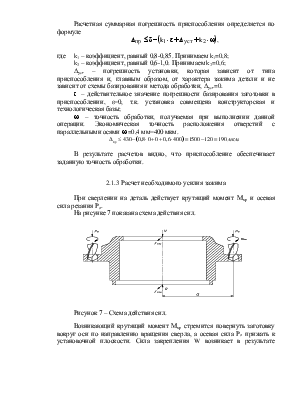
На рисунке 7 показана схема действия сил.
Рисунок 7 – Схема действия сил.
Возникающий крутящий момент Мкр стремится повернуть заготовку вокруг оси по направлению вращения сверла, а осевая сила Ро прижать к установочной плоскости. Сила закрепления W возникает в результате зажатия гайкой. Реакция опоры R уравновешивает силы, действующие на заготовку.
Силы трения находятся по формулам
![]()
![]()
где f – коэффициент трения на рабочих поверхностях зажимов; f=0,25.
Составим уравнения равновесия:
![]()
![]()
При сверлении крутящий момент и осевая сила определяются по формулам
![]() ;
;
где D – диаметр обработки, D=15 мм;
s – подача. По рекомендациям принимаем s=0,1 мм/об;
Кр – коэффициент, учитывающий фактические условия обработки и зависит только от обрабатываемого материала, Кр=1,0.
Значения коэффициента и показателей степени определяем по рекомендациям
![]()
![]()
![]()
Находим силы: W=1025 Н; R=3508 Н.
Значение силы закрепления с учетом коэффициента запаса
![]()
где K – коэффициент запаса;
![]() ,
,
где ![]() – гарантированный
коэффициент запаса для всех случаев,
– гарантированный
коэффициент запаса для всех случаев, ![]() =1,5;
=1,5;
![]() – коэффициент, учитывающий
состояние поверхности заготовок, для чистовой заготовки
– коэффициент, учитывающий
состояние поверхности заготовок, для чистовой заготовки ![]() =1,0;
=1,0;
![]() – коэффициент, учитывающий
увеличение сил резания от прогрессирующего затупления инструмента, при
сверлении
– коэффициент, учитывающий
увеличение сил резания от прогрессирующего затупления инструмента, при
сверлении ![]() =1,15;
=1,15;
![]() – коэффициент, учитывающий
увеличение силы резания при прерывистом резании. При сверлении
– коэффициент, учитывающий
увеличение силы резания при прерывистом резании. При сверлении ![]() =1,0;
=1,0;
![]() – коэффициент, учитывающий
постоянство силы зажима, развиваемой силовым механизмом приспособления. Для
ручного привода
– коэффициент, учитывающий
постоянство силы зажима, развиваемой силовым механизмом приспособления. Для
ручного привода ![]() =1,3;
=1,3;
![]() – коэффициент, учитываемый
только при наличие моментов, стремящихся повернуть обрабатываемую деталь. Если
обрабатываемая деталь установлена на опоры, то
– коэффициент, учитываемый
только при наличие моментов, стремящихся повернуть обрабатываемую деталь. Если
обрабатываемая деталь установлена на опоры, то ![]() =1,0.
=1,0.
Подставляя значения, получим расчетное значение коэффициента запаса
![]()
Необходимое усилие зажима:
![]()
Проводим расчет резьбы на смятие:
 ,
,
где σсм – расчетное напряжение смятия МПа;
Q – усилие зажима, Н;
D – диаметр резьбового соединения, мм2;
[σсм] – допускаемое напряжение смятия в соединениях, несущих осевую нагрузку, [σсм]=80 МПа.

Конструктивно принимаем резьбу М16, что обеспечит надежное закрепление обрабатываемой детали.
Крутящий момент Мкр, который нужно приложить к гайке для надежного закрепления заготовки.
![]()
![]()
Данное приспособление предназначено для контроля биения заплечика в детали стакан КПР 6204201.
Приспособление состоит из корпуса 1, к которому крепится упор 2, пробка 12, в которой расположен шток 6, плунжер 7 и пружина 13. К корпусу 1 крепится державка 3, в которую устанавливается индикатором часового типа 11 и зажимается винтом. Также к корпусу крепится скоба 5 при помощи болтов 9, на которой устанавливается ручка 4 и крепится гайкой 10.
Работа приспособления заключается в следующем:
- Установка приспособления до касания его с заплечиком.
- Установка щупа индикатора к проверяемой поверхности с натягом
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.