







4 Анализ технологического процесса механической обработки.
Для разработки и создания нового варианта техпроцесса, необходимо подробно проанализировать исходный техпроцесс. Анализ техпроцесса необходимо проводить с включением следующих вопросов:
1. Обоснованность установленной последовательности обработки.
2. Метод получения заготовки.
3. Метод упрочнения детали.
4. Станочное оборудование и рациональность его использования.
5. Дифференциация производительности, как средство повышения производительности.
6. Автоматизация техпроцесса.
7. Базирование заготовки при обработке.
8. Брак при обработке и причины его возникновения.
9. Оснащение техпроцесса.
В результате анализа техпроцесса формируются конкретные задачи по устранению недостатков в будущем. Анализ техпроцесса производим с использованием табл. 4.1; 4.2; 4.3.
Техпроцесс изготовления детали вал первичный 48-1701032А состоит из следующих операций:
005 Фрезерно – центровальная, ст. мод 2Г942М551
010 Токарно-копировальная, ст. мод.БС626
015 Токарно-копировальная, ст. мод.БС626
020 Токарно-копировальная, ст. мод.БС626
025 Токарно-многорезцовая, ст. мод.1А730
030 Контроль операционный, стол ОТК
035 Шлицефрезерная, ст. мод 53А30П
040 Шлицефрезерная, ст. мод 53А30П
045 Промывка, машина моечная.
050 Накатка, пресс гидравлический
055 Слесарная, верстак.
060 Контроль операционный, стол ОТК
065 Выдавливание, пресс ПК126.36.09
070 Промывка, машина моечная.
075 Правка, пресс П6324Б
080 Токарная, ФТ-11
085 Термообработка
090 Правка, пресс П6324Б
095 Круглошлифовальная, ст. мод 3М151
100 Круглошлифовальная, ст. мод 3М151
105 Торцешлифовальная, ст. мод 3Т161
110 Круглошлифовальная, ст. мод 3В161
115 Круглошлифовальная, ст. мод 3Т161
120 Слесарная, верстак.
125 Промывка, машина моечная
130 Слесарная, верстак
135 Контроль операционный, стол ОТК
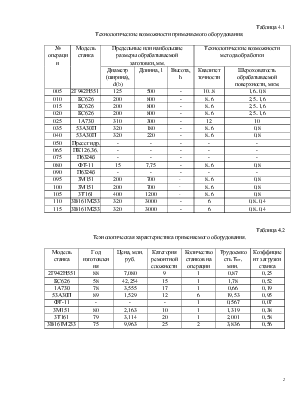
Таблица 4.1
Технологические возможности применяемого оборудования.
|
№ операции |
Модель станка |
Предельные или наибольшие размеры обрабатываемой заготовки, мм. |
Технологические возможности метода обработки |
|||
|
Диаметр (ширина), d(b) |
Длинна, l |
Высота, h |
Квалитет точности |
Шероховатость обрабатываемой поверхности, мкм. |
||
|
005 |
2Г942Н551 |
125 |
500 |
- |
10..8 |
1,6..0,8 |
|
010 |
БС626 |
200 |
800 |
- |
8..6 |
2,5..1,6 |
|
015 |
БС626 |
200 |
800 |
- |
8..6 |
2,5..1,6 |
|
020 |
БС626 |
200 |
800 |
- |
8..6 |
2,5..1,6 |
|
025 |
1А730 |
310 |
300 |
- |
12 |
10 |
|
035 |
53А30П |
320 |
180 |
- |
8..6 |
0,8 |
|
040 |
53А30П |
320 |
220 |
- |
8..6 |
0,8 |
|
050 |
Пресс гидр. |
- |
- |
- |
- |
- |
|
065 |
ПК126.36. |
- |
- |
- |
- |
- |
|
075 |
П6324б |
- |
- |
- |
- |
- |
|
080 |
ФТ-11 |
15 |
7,75 |
- |
8..6 |
0,8 |
|
090 |
П6324б |
- |
- |
- |
- |
- |
|
095 |
3М151 |
200 |
700 |
- |
8..6 |
0,8 |
|
100 |
3М151 |
200 |
700 |
- |
8..6 |
0,8 |
|
105 |
3Т161 |
400 |
1200 |
- |
8..6 |
0,8 |
|
110 |
3В161М233 |
320 |
3000 |
- |
6 |
0,8..0,4 |
|
115 |
3В161М233 |
320 |
3000 |
- |
6 |
0,8..0,4 |
Таблица 4.2
Технологическая характеристика применяемого оборудования.
|
Модель станка |
Год изготовления |
Цена, млн. руб. |
Категория ремонтной сложности |
Количество станков на операции |
Трудоемкость Тшт, мин. |
Коэффициент загрузки станка |
|
2Г942Н551 |
88 |
7,080 |
9 |
1 |
0,87 |
0,25 |
БС626 |
58 |
42,254 |
15 |
1 |
1,78 |
0,52 |
|
1А730 |
78 |
3,555 |
17 |
1 |
0,66 |
0,19 |
|
53А30П |
89 |
1,529 |
12 |
6 |
19,53 |
0,95 |
|
ФТ-11 |
- |
- |
- |
1 |
0,567 |
0,07 |
|
3М151 |
80 |
2,163 |
10 |
1 |
1,319 |
0,38 |
|
3Т161 |
79 |
3,114 |
20 |
1 |
2,001 |
0,58 |
|
3В161М233 |
75 |
9,963 |
25 |
2 |
3,836 |
0,56 |
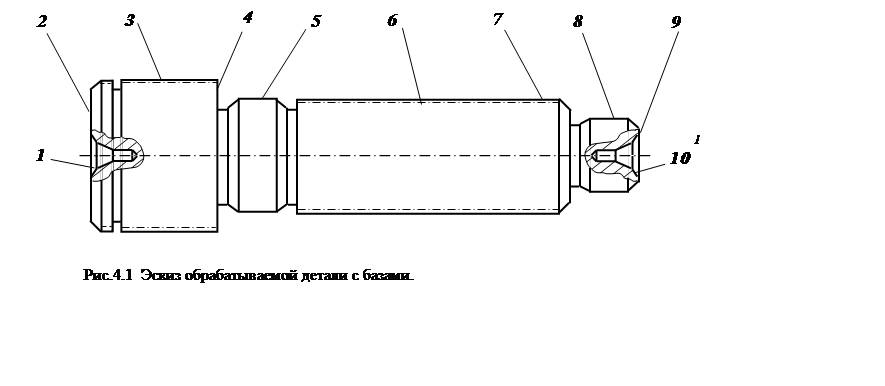
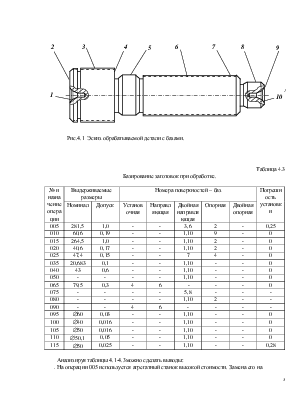
Таблица 4.3
Базирование заготовок при обработке.
|
№ и назначение операции |
Выдерживаемые размеры |
Номера поверхностей – баз |
Погрешность установки |
|||||
|
Номинал |
Допуск |
Установочная |
Направляющая |
Двойная направляющая |
Опорная |
Двойная опорная |
||
|
005 |
281,5 |
1,0 |
- |
- |
3,6 |
2 |
- |
0,25 |
|
010 |
60,6 |
0,19 |
- |
- |
1,10 |
9 |
- |
0 |
|
015 |
264,5 |
1,0 |
- |
- |
1,10 |
2 |
- |
0 |
|
020 |
40,6 |
0,17 |
- |
- |
1,10 |
2 |
- |
0 |
|
025 |
47,4 |
0,15 |
- |
- |
7 |
4 |
- |
0 |
|
035 |
20,683 |
0,1 |
- |
- |
1,10 |
- |
- |
0 |
|
040 |
43 |
0,6 |
- |
- |
1,10 |
- |
- |
0 |
|
050 |
- |
- |
- |
- |
1,10 |
- |
- |
0 |
|
065 |
79,5 |
0,3 |
4 |
6 |
- |
- |
- |
0 |
|
075 |
- |
- |
- |
- |
5,8 |
- |
- |
- |
|
080 |
- |
- |
- |
- |
1,10 |
2 |
- |
- |
|
090 |
- |
- |
4 |
6 |
- |
- |
- |
- |
|
095 |
Æ60 |
0,03 |
- |
- |
1,10 |
- |
- |
0 |
|
100 |
Æ40 |
0,016 |
- |
- |
1,10 |
- |
- |
0 |
|
105 |
Æ50 |
0,016 |
- |
- |
1,10 |
- |
- |
0 |
|
110 |
Æ50,1 |
0,05 |
- |
- |
1,10 |
- |
- |
0 |
|
115 |
Æ50 |
0,025 |
- |
- |
1,10 |
- |
- |
0,28 |
Анализируя таблицы 4.1-4.3можно сделать выводы:
. На операции 005 используется агрегатный станок высокой стоимости. Замена его на центровальный станок, позволяющий обрабатывать торцы и центровые отверстия (с использованием комбинированного инструмента), снизит себестоимость данной операции. Замену необходимо проверить экономическими расчетами.
На операциях 010, 015, 020 используется морально устаревшее оборудование высокой стоимости, которое следует заменить на более современное (или более дешевое).
На операции 040 фрезеруются шлицы z = 16 на шлицефрезерном полуавтомате 53А30П (То = 16,56 мин). Данную операцию следует заменить на накатную, что позволит снизить время обработки до То = 1,4 мин. Таким образом, вместо 6-ти станков, используемых в базовом ТП, на данной операции будет задействован один (число рабочих также сократится).
На операции 050 производится укатка шлицев z = 16. С учетом замены операции 040, данную операцию можно опустить.
Операции 095, 100, 105 на которых шлифуются канавки можно совместить при помощи использования на станке набора кругов обеспечивающего требуемую конфигурацию.
На операциях 110 и 115 производится предварительное и чистовое шлифование шлицев z = 16 по наружному диаметру. Более экономично совместить эти операции, а шлифование выполнять в два прохода, что позволит сократить количество рабочих и вспомогательное время на операциях.
В целом по техпроцессу:
Для данного производства метод получения заготовки является рациональным. Реальная заготовка соответствует чертежу в отношении фактических припусков на обработку и выполнение прочих технологических требований. Для достижения заданной точности детали последовательность операций техпроцесса выбрана верно.
В данном ТП представлено оборудование, соответствующее требованиям действующего ТП.
Класс шероховатости, способы обработки отвечают применяемости для обработки на используемых в базовом варианте техпроцесса, станках.
На всех операциях стоит полуавтоматическое оборудование не требующее высокой квалификации рабочего. Все станки обладают достаточной жесткостью и точностью, что позволяет обеспечить заданные чертежом детали технологические требования.
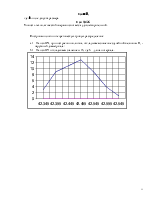
Самое эффективное использование оборудования наблюдается на операциях 035, 040, 075, 110. Остальные станки остаются недогруженными, что в условиях реального производства недопустимо, поэтому на производстве их догружают другими деталями
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.