3.2 БЕСЦЕНТРОВОЕ ВРЕЗНОЕ ШЛИФОВАНИЕ
Бесцентровым врезным шлифованием обрабатывают заготовки с цилиндрической, конической, сферической и фасонной поверхностями, ступенчатые вал заготовки с разобщенными поверхностями и др.Подобно круглому врезному шлифованию в центрах при бесцентровом врезном шлифовании за одну операцию можно практически снять любой заданный припуск. При таком построении технологического процесса шлифовальный круг правят дважды: предварительно (грубо) для снятия основного припуска и окончательно (чистовая правка) -для отделочной обработки.В условиях серийного и массового производства целесообразно разделить шлифование на несколько операций, с тем чтобы заготовка лучше была подготовлена к финишной обработке и окончательное шлифование выполнялось мелкозернистым кругом, имеющим более высокую кромкостойкость.
 1
1
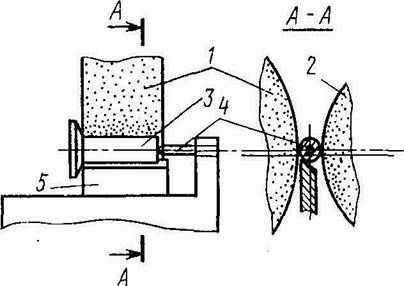
Рис.7 .Схема расположения упора при бесцентровом врезном шлифовании:
/, 2 - шлифовальный и ведущий круги,
3 -обрабатываемая заготовка, 4 - упор,
5 - опорный нож
При бесцентровом врезном шлифовании продольное перемещение обрабатываемой заготовки в зоне шлифования ограничивают жестким упором (рис. 7). Выбранная для соприкосновения с упором торцовая поверхностьзаготовки должна быть гладкой и не иметь биения. Чтобы обеспечитьпостоянный прижим обрабатываемой заготовки к упору, ведущийкруг устанавливают под углом 0,5...1°.
В процессе бесцентрового врезного шлифования наобрабатываемой заготовке копируется форма шлифовального круга в продольномсечении, поэтомудля повышения кромкостойкости круга его твердостьвыбирают на одну-две степени ниже, чем на операциях бесцентрового шлифованиянапроход.
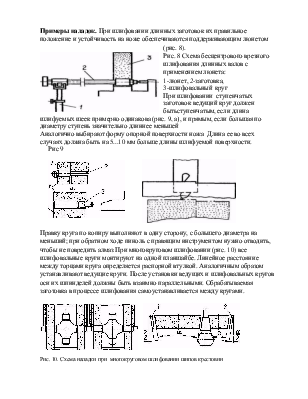
Примеры наладок. При шлифовании длинных заготовок их правильное положение и устойчивость на ноже обеспечиваются поддерживающим люнетом
(рис. 8).
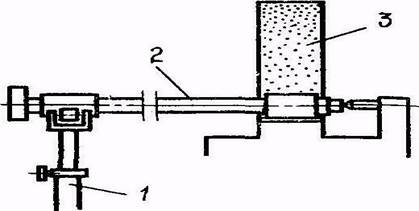 Рис. 8 Схема бесцентрового врезного шлифования длинных валов
с применением люнета:
Рис. 8 Схема бесцентрового врезного шлифования длинных валов
с применением люнета:
1-люнет, 2-заготовка,
3-шлифовальный круг
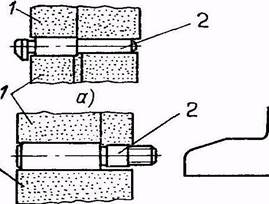
При шлифовании ступенчатыхзаготовок ведущий круг должен бытьступенчатым, если длина шлифуемых шеек примерно одинакова (рис. 9, а), и прямым, если большая по диаметруступень значительно длиннее меньшей
Аналогично выбирают формуопорной поверхности ножа Длинаее во всех случаях должна бытьна 5...10 мм больше длины шлифуемой поверхности.
Рис 9
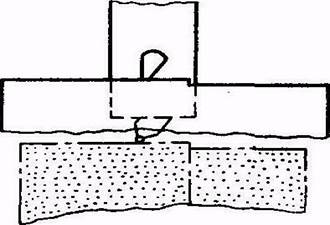
Правку круга покопиру выполняют в одну сторону, с большего диаметра на меньший; при обратномходе пиноль с правящим инструментом нужно отводить, чтобы не повредить алмаз При многокруговом шлифовании (рис. 10) все шлифовальные круги монтируют на одной планшайбе. Линейное расстояние между торцами круга определяется распорной втулкой. Аналогичным образом устанавливают ведущие круги. После установки ведущих и шлифовальных кругов оси их шпинделей должны быть взаимно параллельными. Обрабатываемая заготовка в процессе шлифования самоустанавливается между кругами.
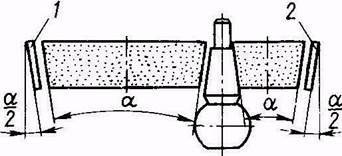
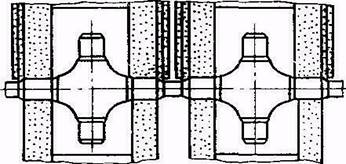
Рис. 10. Схема наладки при многокруговом шлифовании шипов крестовин
За одну установку в автоматическом цикле обрабатываются сразу четыре крестовины по наружной цилиндрической поверхности и фаске: две заготовки из магазина загружаются в рабочую зону, устанавливаются на опорном ноже и после шлифования первой пары шипов передаются в кантователь (специальное
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.